桂林市全国涂塑钢管生产厂家//欢迎来厂考察




- ¥125.00 ≥ 1米
- 2025-02-24 04:40:26
- mm
- 厂家定制,实体厂家,欢迎来场考察,质量
- 河南郑州
- 韩总 13363177055
- 沧州友庆管道有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
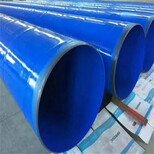
桂林市涂塑钢管生产厂家 //欢迎来厂考察
(2)钢尾对接处应采用单线或双线埋弧焊焊接,轧管后的焊接应采用自动埋弧焊修复。螺旋钢管螺旋钢管(3)成型前,带钢应进行平整、修整、刨平、清理、运输、弯曲和处理。(4)采用电进行式压力表可以控制输送机两侧工作压力缸的压力,带钢的顺利发展输送。
在促进科技创新方面,着力解决科技资金使用难、成果转化难、收益分配难等问题;在支持企业竞争力方面,从政策、资金、、服务保障等方面加大支持;在促进人才发展方面,完善人才、评价、住房保障、创新创业奖励等政策。

脱氧剂影响对于ω(Als≤0.01%直缝焊管,使用两种脱氧剂对VD处理后钢中总氧量影响较小,都能将ω(T.O控制在20×10-6以下;Si-Al-Ba脱氧后在各工序中都可较低的总氧含量,各工序脱氧效果强于Si-Ca脱氧效果。
引导企业积极参与钢材的制订,推动一批具有自主知识产权的国内上升为。?王国栋院士作了题为“长型材关键共性技术研发进展”的报告。王国栋认为,目前许多核心关键技术未在我们自己手里。钢铁行业实施创新驱动发展战略,要以问题为导向,关键共性技术,核心竞争力,才能促进长材行业绿色转型升级。

(5)外部控制或内部控制辊压成形。(6)采用焊缝间隙控制装置,确保焊缝间隙焊接要求,严格控制管径、偏差和焊缝间隙。(7)内外埋弧焊采用单线或双线焊机,以达到的焊接。(8)采用在线连续超声波自动探伤仪对所有焊缝进行检测,确保螺旋焊缝无损检测的覆盖率达到100%。

“同时,国内需求也不像大家想象的那样明显,基建投资较高,房地产增速虽然回落,但仍保持增长。”内一家煤炭生产企业人士告诉记者,过去大部分煤矿都存在超出核定产能生产的情况,而276个工作日政策是按照核定产能乘以0.84重新核定产能。
直缝钢管高频焊接的生产工艺流程如下:高频焊接高频焊接是根据电磁感应原理和交流电荷在导体中的趋肤效应、邻近效应和涡流热效应,使焊缝边缘的钢材局部加热到熔融状态,经滚轮的,使对接焊缝实现晶间接合,从而达到焊缝焊接之目的。


塔塔钢铁在5月25日公布一季度业绩报告时,正式宣布年产能300万吨的卡林加纳加钢厂投入商业化生产。目前,主要生产设备运行平稳并逐步增产。该厂主要产品为板材,可应用于汽车、造船、设备、能源电力、基础设施及等领域,从而进一步巩固塔塔钢铁在印度汽车板市场的地位。

当月采购量指数回升5.5个百分点至50.4%,时隔15个月以后重回50%以上的扩张区间,为2014年11月以来;2月原材料进口指数为52.6%,较上月上升0.9个百分点;当月原材料库存指数三连升至51.1%,时隔11个月重回50%的荣枯线以上,为2015年2月以来。
3.镀锌层重量:根据需方要求,可测量镀锌钢管的镀锌层重量,平均值不应小于500g/m2,任何样品不应小于480g/m2。热镀锌无缝钢管的应用热镀锌无缝钢管具有良好的耐腐蚀性和强度,广泛应用于工业和民用领域。

沧州友庆管道有限公司欢迎您的来电及实地考察,地址河北省沧州市盐山县
友庆管道888
- 厂家定制,实体厂家,欢迎来场考察,质量
- 防腐钢管
- 河南郑州
- 韩总
- mm
- 其它
- 400-550MPa Mpa
- 6-12米 m



