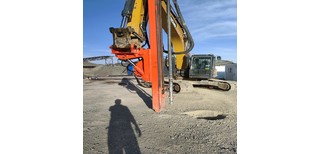
河北张家口履带行走光伏钻机用途打眼机





- ¥13500.00
- 2024-12-25 05:44:25
- 山西
- 开山
- 光伏钻机,钻机,挖改钻机,挖机钻,潜孔钻,..
- 河南郑州
- 陈经理 18234171886
- 太原市小店区泽德机械设备经销部

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
钨钢钻头使用的时候,应该需要注意些什么?
1.选择正确的机床
硬质合金钻头可应用于数控机床,加工中心等功率大、钢性好的机床,并且应刀尖跳动TIR<0.02。而摇臂钻,万用铣等机床由于功率较小,主轴精度差,容易导致硬质合金钻头的早期崩损,应尽量避免。
2.选择正确的刀柄
弹簧夹头,侧压刀柄,液压刀柄,热涨刀柄等都可使用,但由于快换钻夹头夹紧力不够容易导致钻头打滑而失效,应杜绝使用。
3.正确的冷却
(1)外冷应注意冷却的方向组合,形成上下梯次配置,并且尽可能减小与刀工具的夹角。
(2)内冷钻头应注意压力和流量,并应防止冷却液泄露影响冷却效果。
4.切屑的处理
用钨钢钻头加工时,并不希望切屑连成一长条排出。特别是在加工韧性比较强的材料时,切屑过长会发生切屑堵塞,从而损坏刀工具。在这种情况下一般是停止进给,将切屑清除后再继续加工,这种方式称为阶段式进给。
5.钻头直径和开孔的深度
标准的开孔深度大为钻头直径的5倍,如果是刀柄上钎焊钨钢刀片的类型,深度可以达到钨钢钻头直径的7-8倍,当然那种情况下对切屑的处理很重要。
6.导向套筒的使用
当工作表面不平坦时,为了防止刀尖抖动而导致切削刃损坏,尽可能使用导向套筒,以便使钨钢钻头能以直线切入加工材料。
7.孔径、孔深以及工具选定的大致标准
在孔径为20mm,孔深为12mm时可采用麻花钻,孔深为15mm时采用长钻头。
钨钢内冷钻头加工保养注意事项:
1、钻削钢件时请充分的冷却量并使用金属切削液。
2、良好的钻杆钢性与导轨间隙能提高钻孔的精度及钻头的寿命。
3、请确保磁座与工件之间的平整与清洁。
4、钻薄板时,要将工件加固,钻大型工件时,请工件的稳固。
5、在钻孔开始与结束时,进给量应降低1/3。
6、对钻削时出现大量细小粉未的材料,如铸铁、铸铜等,可以不使用冷却液,而采用压缩空气帮助排屑。
7、请及时清除缠绕在钻体上的铁屑,以排屑顺畅。
硬质合金钻头分为四种根基类型:
(1)整体硬质合金钻头
(2)硬质合金可转位刀片钻头
(3)焊接式硬质合金钻头
(4)可改换硬质合金齿冠钻头。
硬质合金具有很高的硬度、强度、耐磨性和耐腐蚀性,被誉为“工业牙齿”,用于制造切削工具、、钴具和耐磨零部件,广泛应用于、航天航空、机械加工、冶金、石油钻井、矿山工具、电子通讯、建筑等领域,伴随下游产业的发展,硬质合金市场需求不断加大。并且未来高新技术装备制造、科学技术的进步以及核能源的快速发展,将大力提高对高技术含量和稳定性的硬质合金产品的需求。
硬质合金钻头是靠钻压和自身旋转产生的冲击载荷破碎岩石的。在凿岩钻进中,钻头经受高频率的冲击载荷,且受到扭转、弯曲、拉伸、压缩等多种复合应力的作用,在高速回转碰撞的环境下经受岩石、岩粉和矿水等工作介质的磨损与腐蚀。
国内外使用的牙轮钻头,多为三牙轮钻头。这种钻头的特点是:轴压和冲击载荷分布范围较大且均匀,并能充分利用有效空间,钻进平稳。牙轮钻头用硬质合金齿的尺寸和形状适用于岩石的特性,要求耐磨性好,强度高,不易碎裂和折断。牙轮钻头使用的硬质合金齿主要有:球形齿,锥球齿,楔形齿,边楔齿和用于轮背与爪尖的平顶齿等。
钻体与硬质合金齿冠之间采用周详磨制的互锁V形槽毗连机构彼此锁紧,可确保钻头组合体具有与焊接式硬质合金钻头不异的尺寸精度和整体刚性。同时,这种锁紧机构只有一的切确配合位置,使齿冠易于安装到与之匹配的拉杆上,从而可改换齿冠时的一再定位精度。当经由过程锁紧螺钉拉紧拉杆时,齿冠/钻体组合体彼此平稳锁紧,其毗连刚度足以胜任猛进给、高转速的横跨产率孔加工要求。Seco-Carboloy公司采用前进前辈的成型工艺制造的硬质合金齿冠具有的材质平均性,使齿冠具有平均的强度和统一的热变形机能。Seco公司今朝可供给三种特定几何刃型的CrownLoc钻头:种是具有常规的刃口钝化半径、刃带宽度和倒锥角的通用几何刃型,适合加工年夜年夜都型号的钢材料;第二种是具有较宽刃带和倒棱的几何刃型,适合加工铸铁材料;第三种几何刃型可削减切削热和加工硬化,适合加工不锈钢和超级合金材料。
煤钻头是煤炭部推广的三小产品,硬度上共分为两类,I型适用于软岩钻孔,Ⅱ型适用于硬岩和坚硬岩石钻孔。具有钻进速度快,钻削范围广,省时、省力、连接方式简单、等优能。煤钻头主要用于较软煤质、硬煤层和煤岩的钻孔工作。
煤钻头的规格
煤钻头规格按照直径两翼大小分为:Ф28 ,Ф30 ,Ф32 ,Ф38 ,Ф42。
煤钻头的分类
根据工作方式不同,煤钻头可以分为干式和湿式两种。干式钻头为钻孔过程中不供应降尘水、钻头体没有供水通道的钻头;湿式钻头:钻孔过程中供应降尘水,钻头体有供水通道的钻头。
根据两翼材质不同,煤钻头分为硬质合金钻头和金刚石复合片(PDC)钻头。
煤钻头的用途
安装在煤电钻上,主要用于软—中硬岩中锚固支护孔的钻进。广泛用于岩石硬度f≤8的巷道,特别适应煤巷的锚杆支护作业,即可钻顶板锚杆孔。
金刚石钻头主要应用于煤矿,铁矿、金矿,石油钻探、地质勘探、隧道建设等。
金刚石复合片(PDC)是在高温条件下,由人造金刚石与硬质合金一次性合成的超硬材料,它不但具有金刚石硬度高、耐磨等优点,同时还具备了硬质合金抗冲击性强、出刃大等特点,用它做钻头的刀翼可提高钻头的工作效率,是钻进中硬岩层和坚硬岩层的理想钻头。
金刚石复合片锚杆钻头,金刚石钻头,金刚石锚杆钻头 型号 多种供选 钻孔直径 见说明()外形尺寸 电议() 金刚石复合片锚杆钻头型号 钻孔直径 连接螺纹 备注 ZTY27/2 Φ27 M14×1.5 M16 1/2-12 常规采用螺 M14×1.5采用其他螺纹时应在订货时 ZTY28/2 Φ28 ZTY30/2 Φ30 ZTY32/2 Φ32 钻头 合金锚杆钻头规格:ф27-32 金刚石复合片锚杆钻头(普通型)规格:ф27-32 金刚石复合片锚杆钻头(加强型)规格:ф27-32
金刚石复合片钻头PDC钻采工具( PDC Drill Bits) 采用6GPDC(按照岩层和工矿设计要求的复合片)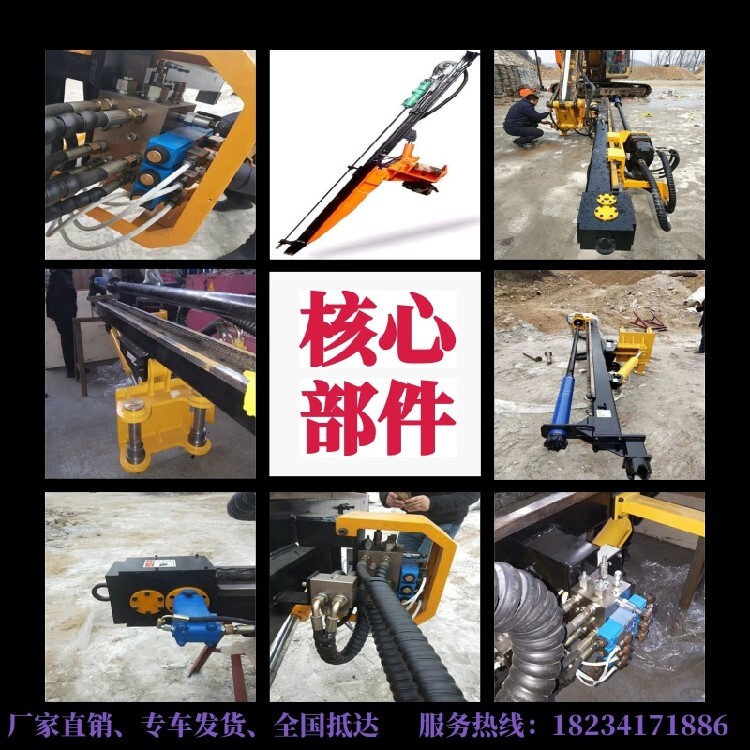
金刚石复合片钻头在煤田开采,地质勘探等方面发挥着越来越重要的作用,但是金刚石复合片钻头是如何焊接的呢,今天就为大家下金刚石复合片钻头是如何焊接的。
由于金刚石复合片钻头的重要部件-PDC的加热温度受限制(一般不应超过760℃~800℃),所以在进行金刚石复合片钻头焊接当中一般选用银基钎料,采用感应钎焊或火焰钎焊。焊缝的强度取决于被连接材料的组织和状态、钎焊过程和PDC与基体等三个方面。
焊接前结合面的设计:包括金刚石复合片钻头托体结合面的粗糙度、几何角度、形位公差的确定,PCD刀片的结合角度。基本的思想是在焊接强度的条件下实现单面焊接和焊接应力趋于小化。几何尺寸的检验:装配间隙应在0.10~0.15,中间间隙应不大于四周间隙。往除表面的氧化皮和油污:喷砂后水煮清洗,焊接前用清洗。
金刚石复合片钻头焊接后应及时清洗过量的钎剂和表面氧化皮。通常采取喷砂和热水浸泡的方式。
太原市小店区泽德机械设备经销部主营:光伏钻机用途打眼机,河北光伏钻机,光伏钻机市场,邯郸行走式光伏钻机,提供河北张家口履带行走光伏钻机用途打眼机,公司一直坚持以人为本、诚信立业的理念,为客户提供优质的河北张家口履带行走光伏钻机用途打眼机服务,由于产品规格不同,价格也有所不同,如有需求请与我电话沟通,以免给您造成不必要的损失。
- 开山
- 光伏钻机,钻机,挖改钻机,挖机钻,潜孔钻,..
- 潜孔钻机
- 河南郑州
- 陈经理
- 山西
- 开山
- ZGYX-440
- IOS9001
- 是
- 全新
- 深孔钻机
- 柴油
- 150mm


