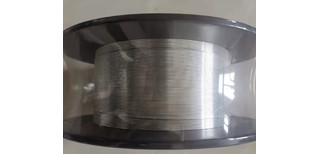
铝合金焊丝,定制ER5356铝镁焊丝


- ¥20.00
- 2025-02-23 18:04:34
- ER5356铝镁焊丝,铝焊丝,铝镁焊丝,er5356,..
- 山东烟台
- 黄志承 18052520008
- 江苏巨人焊接有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
焊接铝焊条熔点:
(1)580~620℃的低温铝焊丝。代表焊丝:ER4047,ER4043。
纯铝的熔点:660.37℃,因为焊接铝件时主要是靠母材的热传导,并且稍以火焰熔融焊丝成型。而铝及铝合金从常温加热到溶化状态时,没有颜色变化,焊接时母材温度很难断定。
目前低温铝焊丝的温度界定主要以三个温度区间为主。
(1)580~620℃的低温铝焊丝。代表焊丝:ER4047,ER4043。
(2)380~450℃的低温铝焊丝。代表焊丝:Q303,WE-Q303B,WE53 等。
(3)179℃的低温铝焊丝。代表焊丝:M51 ,M51-F。
焊接方法:
(1)清理:清理被焊件以机械清理为好,目的是去除表面氧化膜。
(2)加热:以厚件加热,加热的时候可以离焊接处稍微远一些距离,而不用去直接烧焊口处。
(3)下料:达到400℃温度,下焊丝。角度尽量垂直点焊接处,点的瞬间用火焰的末端稍微燎一下焊丝的熔融成型,燎焊丝,而不要刻意地去烧焊丝。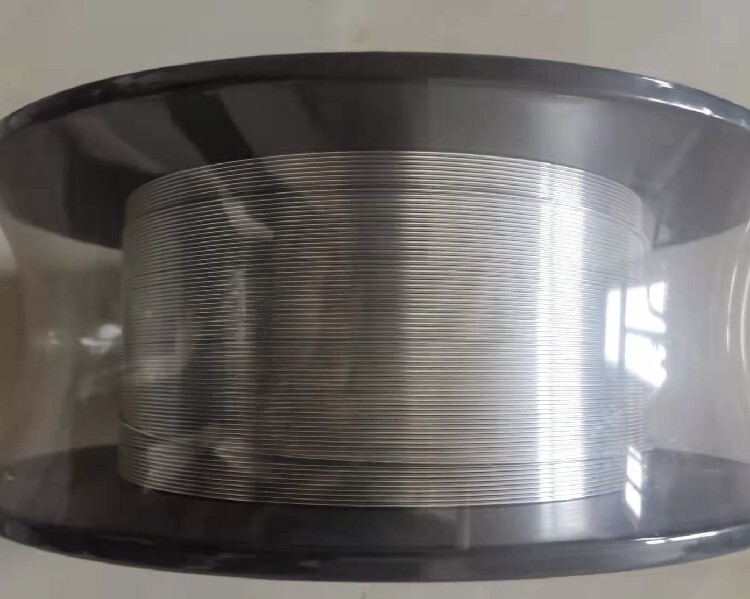
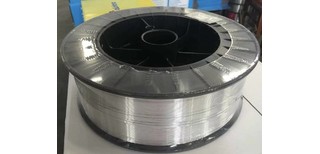
5A06铝焊丝厂家,圈装铝焊丝|卷装铝焊丝|埋弧焊铝焊丝|铝焊条,规格1.2/1.6/2.0/2.4/3.0/4.0/5.0,船王焊材厂家供应铝焊丝各种型号、规格,欢迎来电。
材料5A06,曾用牌号LF6,非热处理强化铝镁合金,焊接材料为ER5556,也可以使用ER5183、5356(详见NBT47015)。
焊接材料对照
中国牌号 AWS A5.10
SAL 5556 AlMg5Mn1Ti ER5556
SAL 5356 AlMg5Cr(A) ER5356
SAL 5183 AlMg4.5Mn0.7(A) ER5183
标准GBT6892-2000《工业用铝及铝合金热挤压型材》,供货状态:O,H112
抗拉强度315MPa,延伸率为15%。
GBT 3191-2010 铝及铝合金挤压棒材,供货状态:H112
抗拉强度315MPa,延伸率为15%。
焊接时使用铈钨极(WCe-20)。
铈钨极承载焊接电流:Ø3.0mm:140~220A;Ø4.mm:170~270A。
铝及铝合金焊丝广泛应用于铝合金氩弧焊及气焊。焊丝选用主要根据母材的种类、接头的抗裂性能、机械性能、抗腐蚀性能及经阳极化处理后焊缝与母材的色彩协调等方面的要求综合考虑。一般来说,焊接铝及铝合金都采用与母材相同或相近牌号的焊丝,这样可以获得较好的耐蚀性;但焊接热裂倾向大的热处理强化合金时,选择焊丝时则主要考虑抗裂性。铝镁合金焊接时,为弥补焊接过程中镁的烧损,应避开焊缝易出现裂纹的镁含量临界点(2%),一般采用含镁量比基材高1%~2%的焊丝。另外,采用含Mg量高的铝合金焊丝焊接高Zn铝合金时可提高焊缝的抗裂性。以6005A型材为例,其镁含量为0.65%、硅含量为0.70%,采用ER5356铝合金焊丝可以满足上述要求。依据美国ALCOTEC铝焊接研究所提供的技术资料,并参照德国、日本等国文献报道,焊接7005铝合金型材时可选用的焊丝牌号有ER5356、ER5183,接头综合性能均较高;二者比较,ER5356接头强度稍差,但延伸率较大。综合国外铝合金车辆的成功制造经验,选择ER5356焊丝焊接7005基材较好
目前国内研制的用铝合金焊丝线坯的生产主要采用立式半连续铸造-挤压法,其特点是产品质量好、性能稳定,所用设备也可用于生产其它铝合金线材(如铆钉线等),但设备投资较大,工序多,占地面积大,工模具消耗和能耗较高,生产过程中的几何废料也高,产品成品率相对较低;国外铝合金焊丝线坯的生产多采用连铸连轧法,设备投资适中,产品单重大、成材率高(90%以上)、质量相对稳定;水平连铸连拉法的特点是设备投资少,线材的成品率高(90%以上),在纯铝焊丝线坯的生产中优势明显,有取代其它工艺的趋势,但这种方法目前还有一些工艺问题有待解决。
铝及铝合金焊丝可用于线轴或纵向切口的 MIG或 TIG的焊接加工,按其成分可分为纯
铝、铝硅和铝镁焊丝,通过一定方法加工成盘状(卷状)或棒状(直条状)供货,广泛应用于建筑、装饰和设备、冶金、管道、纺纱器具、船舶、钻井装备、火车、汽车、储存罐和压力容器等行业的焊接加工等行业。
- ER5356铝镁焊丝,铝焊丝,铝镁焊丝,er5356,..
- 焊丝
- 山东烟台
- 黄志承
推荐信息
-
 小包装药芯焊丝-碳钢焊丝-生产碳钢药芯焊丝厂家
小包装药芯焊丝-碳钢焊丝-生产碳钢药芯焊丝厂家 -
 E71T-1C-小盘自保护药芯焊丝厂家-小盘自保护焊丝
E71T-1C-小盘自保护药芯焊丝厂家-小盘自保护焊丝 -
 自保护药芯焊丝-无气自保护药芯焊丝厂家-小包装药芯焊丝
自保护药芯焊丝-无气自保护药芯焊丝厂家-小包装药芯焊丝 -
小包装药芯焊丝-碳钢药芯焊丝-小盘自保护焊丝


