贵港大型螺旋钢管工厂,沧海螺旋管厂
- ¥3000.00
- 2024-07-05 13:31:21
- 6-30mm mm
- 0.0246615
- 螺旋钢管,推荐沧海钢材,沧海螺旋管厂
- 山东烟台
- 孙总 18260978077
- 广西南宁沧海钢材有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
当螺旋钢管遭遇应力腐蚀裂纹,这一过程仅在特定应力条件下触发,这些应力涵盖了外部施加的压力、腐蚀物侵入导致的膨胀压力,以及制造或焊接工序中遗留的残余应力。值得注意的是,氢诱发延迟断裂与螺旋钢管的应力腐蚀断裂机理相似,两者均属滞后型破坏现象,且与特定诱因相关联。鉴于应力腐蚀裂纹属于低应力下的脆性断裂模式,它成为了石油输送管道及石化装备中螺旋钢管老化失效的常见原因。尤其在石化行业,不可预测的应力腐蚀裂纹构成重大安全隐患,而拉伸应力的存在是应力腐蚀裂纹形 成的关键前提,故腐蚀介质与拉伸应力的同时作用是应力腐蚀裂纹发生的条件。在核电站及石化装备中,作业应力与焊接产生的残余拉应力叠加,往往是导致腐蚀开裂的主要诱因。这些残余拉应力主要源自焊接过程,尽管现行工艺会在焊接后实施退火处理以缓解残余应力,但这不仅可能生成新的应力,还消耗大量资源,而残余应力的积累关键发生在焊后冷却阶段。
为优化此状况,焊后热处理技术被广泛应用,它不仅能有效增强金属抵抗应力腐蚀的能力,还能大幅削减残余应力,且处理温度越高,消除残余应力的效果越佳。具体操作为:将螺旋钢管组件加热至特定温度后执行焊接,随后保持此温度一段时间,并使用保温材料实施缓慢冷却。实践证明,提升焊后热处理的温度能更显著地增强螺旋钢管抵抗应力腐蚀的性能。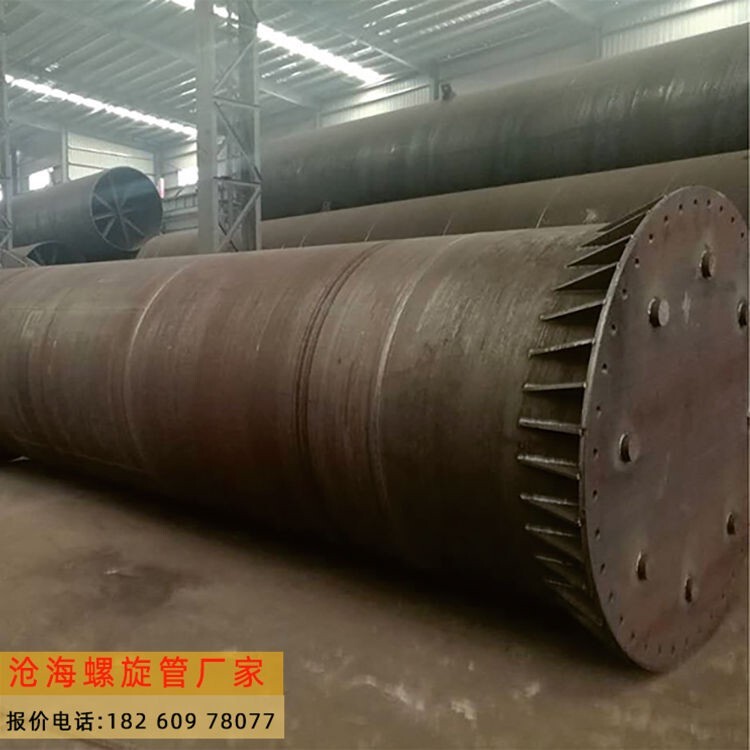
在螺旋钢管制造业的标准实践中,无论是遵循企业规范的螺旋钢管,还是遵照国家标准生产的螺旋钢管,探伤测试都是不可或缺的一环。有意见认为,应用于企业标准(如SY/T5037-2012)的螺旋钢管是否也需要这样的严格检验?实际上,这反映了对早期企业标准背景的不甚了解。该标准起源于我国1956年首条生产线,其时借鉴了前苏联的规范体系,虽标准门槛相对较低,但仍明确规定了20%的X射线抽检比例,这在某种程度上已能够基本契合当时的生产质量控制需求。通常,这类企业标准螺旋钢管服务于污水、饮用水等传输领域,对焊缝质量要求不是极端严苛。从品质保障角度来看,通过水压试验确保无泄漏,并采用X射线抽样探伤验证焊缝合格性,这些措施已经足够确保其在特定应用中的适用性和可靠性。尽管如此,这些标准和实践均在不断演进,以更好地适应现代工业与安全要求
螺旋钢管的制造起始于带钢卷材,通过的双丝双面埋弧焊接技术,被精心塑造为螺旋形态的钢管,这一过程伴随着温控挤压以优化成型效果。此焊接技术确保了焊缝对接,显著降低了边缘错位、焊接偏差及熔深不足等问题的发生概率,提升了焊接质量的可控性与一致性。
其详尽的制造流程如下:
1. **开卷与初步检测**:钢板卷材展开后随即进入生产线,首入的是全面的超声波检测环节,对钢板进行初次质量把关。
2. **平整与边缘处理**:通过压平机消除钢板原有的卷曲状态,随后借助铣边机对钢板两侧进行精细修整,确保边缘平直、宽度适宜,并形成的焊接坡口轮廓。
3. **螺旋卷制**:在连续的生产线上,钢板被逐步卷曲成螺旋管形状,沿其外缘优雅地螺旋上升。
4. **精密焊接与检测**:在钢管成型前,运用自动化埋弧焊接技术进行焊接。这一阶段,系统会对即将焊接的接缝进行连续的在线超声波检测,以确保无遗漏的焊缝质量监控。一旦发现缺陷,系统即刻发出警报并标记,操作员可根据反馈迅速调整工艺参数,即时排除问题。
5. **管端精细化处理**:后,对钢管两端进行精密加工,严格控制端面平整度、槽角及钝边的度,确保所有细节均符合高标准要求。
历经这一系列严谨而精细的步骤,的螺旋钢管终得以呈现在众人眼前,展现了现代制造业的技艺与严格质量控制。
- 螺旋钢管,推荐沧海钢材,沧海螺旋管厂
- 焊管
- 山东烟台
- 孙总
- 6-30mm mm
- 0.0246615
- 单色
- 426 Mpa
- 12 m
- 友发
- 核电
- 深加工(冲压、折弯等)



