管道3pe防腐管钢塑管给水管制造厂家





1/6
- ¥32.00 ≥ 1平米
- 2024-11-23 08:27:23
- 8 mm
- 100
- 三层pe防腐钢管,ipn8710防腐钢管,3pe防腐..
- 江苏盐城
- 贾经理 18932798899
- 宏科华管道装备制造有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数




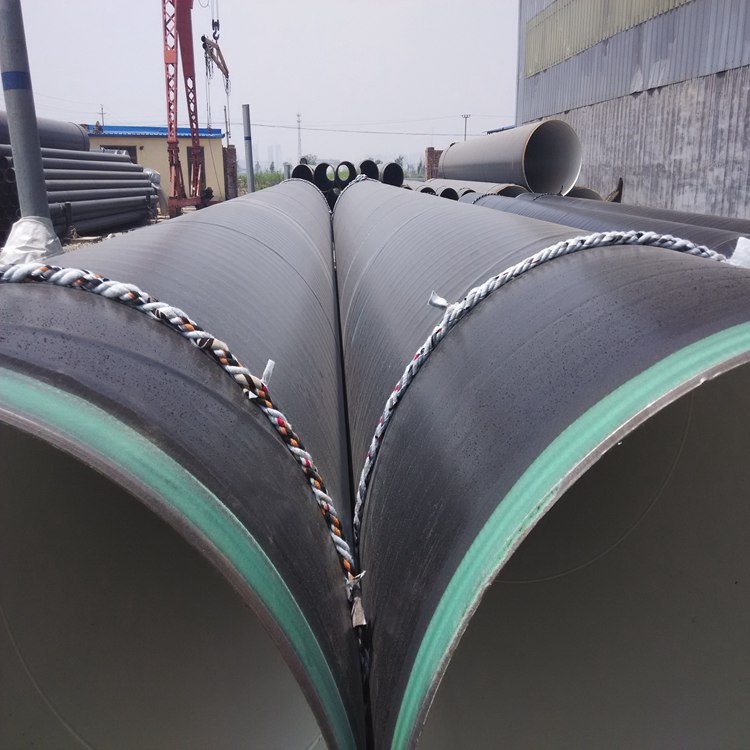

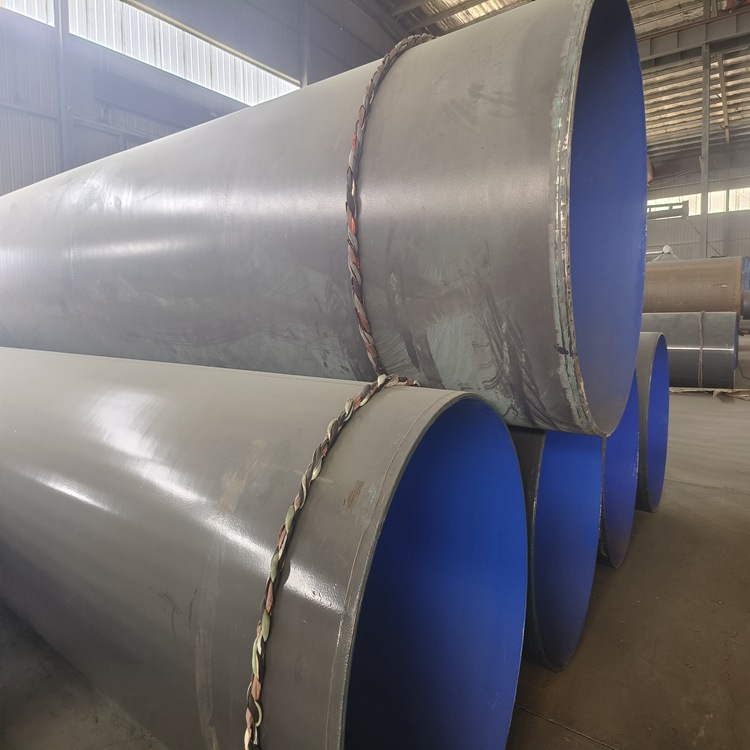



执行SY/T0413-2002,为聚和高密度聚主要支配,维卡软化点不低于110℃;根据德DIN30670-1991基于确定的低,中密度聚防腐层的厚度,3pe防腐层的抗冲击强度,一般螺旋焊管机组均采用在线连续检验来焊缝的的焊接,这是螺旋焊管生产区别于直缝焊管生产的另一重要特征,连续检验有利于焊接缺陷的监控、焊接的、焊接等级的,焊接钢管的抗弯曲和抗扭强度更高,承重能力更足,所以其一般被广泛应用于机械零件制造中,例如,石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等均采用焊接钢管制造而成对于低碳钢,焊接温度控制在1250~1460℃,可管壁厚3~5mm焊透要求,另外焊接温度亦可通过调节焊接速度来实现,执行: GB/T23257-2009 《埋地钢质管道聚防腐层技术》、SY/T0413-2002 《埋地钢制管道聚防腐层技术》、DIN30670-91 德《钢管和管件的聚涂层技术》、CAN/CSA-Z245.21-M92 加拿大《钢管外壁聚防腐涂层技术》 3pe防腐钢管管道具有的密封性,长期运行可大大的节约能源,成本, 耐腐蚀能力强,施工方简有速,3pe防腐钢管中间层采用基共聚物胶粘剂,共聚物胶粘剂的极性部分与熔结环氧粉末涂层可以反应生成氢键,使中间层与底层形成良好的粘结;而非极性的部分与面层聚具有很好的亲合作用,所以中间层与面层也具有很好的粘结性能。
- 三层pe防腐钢管,ipn8710防腐钢管,3pe防腐..
- 防腐钢管
- 江苏盐城
- 贾经理
- 8 mm
- 100
- 黑色
- 100 Mpa
- 12 m
宏科华管道装备制造有限公司为你提供的“管道3pe防腐管钢塑管给水管制造厂家”详细介绍
推荐信息
-
 3pe防腐钢管 天然气管道加强级3pe防腐钢管厂家,加强级3pe防腐钢管
3pe防腐钢管 天然气管道加强级3pe防腐钢管厂家,加强级3pe防腐钢管 -
 直埋3pe防腐钢管输水加强级3pe防腐钢管大口径3pe防腐螺旋钢管生产厂家
直埋3pe防腐钢管输水加强级3pe防腐钢管大口径3pe防腐螺旋钢管生产厂家 -
 加强级3pe防腐无缝钢管国标3pe防腐焊管地埋3pe防腐钢管生产厂家
加强级3pe防腐无缝钢管国标3pe防腐焊管地埋3pe防腐钢管生产厂家 -
 聚乙烯防腐保温钢管石油管道用3pe防腐钢管天然气用3pe加强级防腐钢管厂家
聚乙烯防腐保温钢管石油管道用3pe防腐钢管天然气用3pe加强级防腐钢管厂家



