山西制作石墨电极多少钱聚兴碳素石墨电极



- 面议
- 2025-01-25 05:50:42
- 石墨电极,聚兴碳素石墨电极
- 江苏徐州
- 阮训彬 18960522202
- 炭基科技(三明)有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
石墨是非金属材料,熔点,铜的熔点为1083 ℃,因此石墨电极可以耐受更大的电流设定条件。 放电面积和电极尺寸缩放量越大,石墨材料的粗加工优势越明显。 石墨的导热系数为铜的1/3,其放电过程中产生的热能对去除金属材料更为有效,因此在中、精加工中加工效率也铜电极。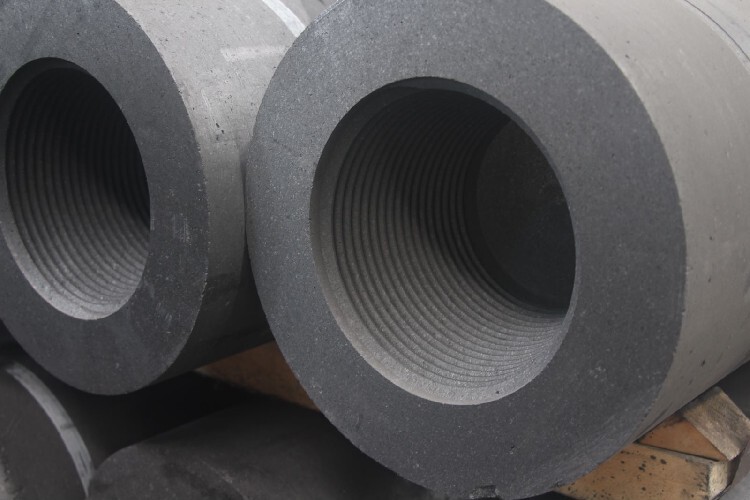
石墨电极的分类:
普通功率石墨电极
允许使用电流密度低于 17A/厘米2的石墨电极,主要用于炼钢、炼硅、炼黄磷等的普通功率电炉。
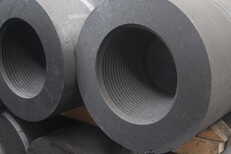
石墨电极连接前的准备:
1、拆除新的电极孔保护套,检查电极孔内螺纹是否完好。 螺丝不完整时,联系售后技术人员,由售后技术人员判断电极是否可用; 检查孔内是否干净,如果不干净,请清洁后再使用。
2、将电极吊具拧入一端电极孔内,在电极的另一端下面放好软垫,避免损坏电极接头。
3、用压缩空气先吹净待接电极表面和孔内的灰尘、杂物等,然后吹净新电极的表面和接头上的灰尘、杂物等;如压缩空气不能将电极表面吹干净,要用毛刷清理干净。
普通功率石墨电极允许使用电流密度低于 17A/厘米2的石墨电极,主要用于炼钢、炼硅、炼黄磷等的普通功率电炉。
高功率石墨电极允许使用电流密度为18~25A/厘米2的石墨电极,主要用于炼钢的高功率电弧炉。 功率石墨电极 允许使用电流密度大于 25A/厘米 2的石墨电极。主要用于功率炼钢电弧炉。
石墨是非金属材料,熔点非常高,达到3 650℃,铜的熔点为1083℃,因此石墨电极可以承受更大的电流设定条件。放电面积和电极尺寸的比例越大,石墨材料粗加工的性就越明显。石墨的导热系数是铜的三分之一,放电过程中产生的热量对去除金属材料更有效,因此在中间精加工中处理效率比铜电。加工经验表明,在正确的使用条件下,石墨电极的放电处理速度比整个铜电极快1.5~2倍。
石墨电有能承受大电流条件的特性,另外,在合适的粗加工设定条件下,含碳元素的钢工件在加工时产生的蚀除物和工作液在高温下产生的分解物中的碳颗粒,在极性效应的作用下,部分蚀除物、碳颗粒会粘附在电极表面形成一层保护层,了石墨电极在粗加工中的损耗极小,甚至是“零损耗”。
火花加工的主要电极损失来自粗加工。整理设置条件降低率高,但零件预约处理余量不多,加工腐蚀量小,整体损失量也小。总的来说,石墨电极在高电流粗加工中损失比铜电极少,在精加工中损失可能比铜电极稍大,两个电极的损失差不多。
石墨化工序是石墨电极生产的重要工序,而串接石墨化工艺是国际上较的技术,是国内的技术。使用该技术进行石墨化加工,制成的产品不仅质量好,而且可以节约大量电力,其每吨电耗仅3200度,与传统的石墨化工艺相比,每吨节电1000多度,可大大降低生产成本。
大功率石墨电极允许使用电流密度为18 ~ 25a/cm2的石墨电极,主要用于炼钢用大功率电弧炉。功率石墨电极允许使用电流密度大于25A/ cm2的石墨电极。主要用于功率炼钢电弧炉。
- 石墨电极,聚兴碳素石墨电极
- 电极材料
- 江苏徐州
- 阮训彬
