沧州焊接Q355D300*175H型钢





- ¥4050.00
- 2024-11-11 15:18:14
- 莱钢
- 碳钢
- H型钢
- 江苏徐州
- 潘庆超 16262207777
- 山东轧三特钢有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
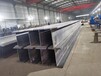
H型钢和工字钢到底有啥区别?
常有人问到工字钢与H型钢形状相似,他们到底有啥区别呢?很多人都不能详解。这里为大家做一个详尽的解答:很多人认为工字钢是国内的叫法,H型钢是国外的叫法,其实这个认知是错误的。H型钢和工字钢从形状上来说是不一样的,见下图:
工字钢
工字钢如名所示,是一种“工”字形截面型钢,上下翼缘内表面有倾斜度,一般为1:6,使得翼缘外薄而内厚,因此造成工字钢在两个主平面的截面特性相差,在应用中难以发挥刚才的强度特性。虽然工字钢市场上上也出现了加厚工字钢,但工字钢的结构已经决定了其抗扭性能短板。
H型钢
H型钢是当今钢结构建筑中应用广泛的型材,它与工字钢相比有很多区别。是翼缘,其次翼缘内表面没有倾斜度,上下表面平行。H型钢的截面特性要明显优于传统的工字钢、槽钢和角钢。
H型钢,是一种截面面积分配更加优化、强重比更加合理的经济断面型材,因其断面与英文字母“H”相同而得名。H型钢的两条外边内侧没有斜度,是平直的。这使得H型钢的焊接拼接比工字钢操作简单,单位重量的力学性能更好,可以节省大量的材料和施工时间。
工字钢截面受直压力好,耐拉,但是截面尺寸因翼板太窄,不能抗扭。H钢则反之,两者各有优劣。
多层钢结构建筑多是指那些十层以下、高度不超过20米的厂房、仓库等,可以说是目前较为流行的工业建筑形式。多层建筑由单层建筑升级产生,为了能充分使用固定的建筑面积,加大室内空间。那么高频焊在这个建筑中会扮演那些角色呢?
高频焊H型钢常用作其中的柱、梁结构,由于多层钢结构的自身特征,为了其结构稳定,钢柱间的支撑间距尽量不要大于4L。H型钢在其中的使用要注重构件之间的传力,节点构造简单利于型钢的使用。为了达到这些要求,可使用以下几个体系。
1、纯框架体系:这种框架体系将纵横双方都采用钢接框架,这样扎实的用钢量使它在柱距较大且不易设立支撑物的建筑中表现良好。但缺点也比较明显,用钢量过大与节点构造的复杂化都是不可避免的。
2、柱-支撑体系:和上一个体系相对用,它适用于柱距不大且能够在双向都使用支撑物的情况。它的梁柱节点多为铰接。优点是便于安装,整体性能高,构件之间分工合理,用钢量减少。
3、框架-支撑体系:纵向柱-支撑体系,横向为纯框架体系,在能够达成建筑功能的需求的同时将结构简化,在实际的建造过程中便于操作并明显的减小了用钢量。
在实际建造过程中,按照需求挑选适宜的结构体系,使高频焊H型钢发挥出相应的能力。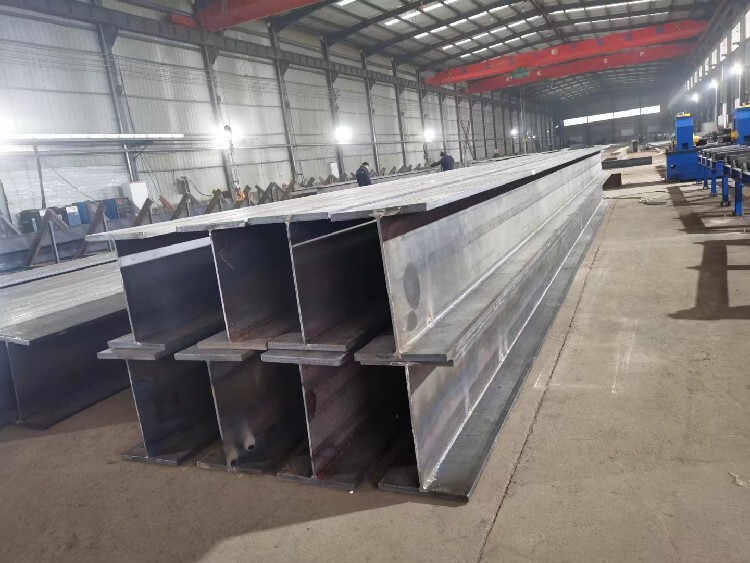
焊接前的准备
1、上料开卷与剪切
高频焊接H型钢采用热轧带钢卷做原材料,所以开始的步骤是上卷开料。开卷后的带钢再进入剪裁机械,根据翼板和腹板所要求的宽度尺寸进行剪裁。
2、活套存储和剪切对焊
为了能够持续且不间断地生产,生产线上需要配备活套和剪切对焊装置。活套用来存储带钢,剪切对焊装置用来剪切钢卷的端部,然后通过焊接使前后两钢卷的头尾平滑地连接起来,连续不停止地生产。
3、板料校平
开卷剪裁后的带钢有瓢曲、弧弯、波形等缺陷,因此需要进行校平。
4、腹板镦粗
轧机利用辊纶中间的U型槽,通过上下辊纶之间的挤压力对腹板进行镦粗。
高频焊接
高频焊接是利用高频电流的集肤效应和邻近效应使钢板待焊处快速加热来实现焊合的。高频焊接H型钢时,先将上下翼板和腹板形成V形会合角,焊接时,通过电触头向翼板和腹板供电,形成高频电流往复回路,在会合处形成液体过梁,随着工件不断向前运动,通过辊轮挤压作用,过梁处连续地从边部挤出液态金属和氧化物,留下的金属在固态下相互紧密接触,产生塑性变形和再结晶,从而形成牢固的焊缝。
三、焊后的处理
1、去毛刺
焊接后在四条焊缝处产生凹凸不平的焊疤是不可避免的,焊疤的存在既影响美观也会使焊缝处应力分布十分不均,所以焊后需要去毛刺。生产线上对称布置去毛刺机,这样使得四条焊缝可以光滑均匀,大大提高焊件的外观质量。
2、焊后冷却
高频焊接H型钢焊后冷却一般采用常温水冷,为了生产的焊机H型钢,可以增设水雾冷却装置,并适当增加空冷段长度。
3、焊接后变形的矫正
在生产线上对称分布两台矫正机,每台矫正机通过二组上下带锥度的辊纶对翼板两侧边进行顶压,使其在连续送进过程中产生反方向的变形,完成高频焊接H型钢翼板的连续矫正。
- 莱钢
- H型钢
- H型钢
- 江苏徐州
- 潘庆超
- 莱钢
- 碳钢
- 莱钢
- 莱钢
- 300*300*10*15
- 山东
- 金属制品