北京20#合金弯头联系方法,GB/T13401弯头






1/6
- 面议
- 2024-09-20 13:55:42
- 弯头
- 江苏徐州
- 樊经理 18803074999
- 河北首开管道装备有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
与热推工艺相比,冲压成形的外观质量不如前者;冲压弯头在成形时外弧处于拉伸状态,没有其它部位多余的金属进行补偿,所以外弧处的壁厚约减薄10%左右。但由于适用于单件生产和低成本的特点,故冲压弯头工艺多用于小批量、厚壁弯头的制造。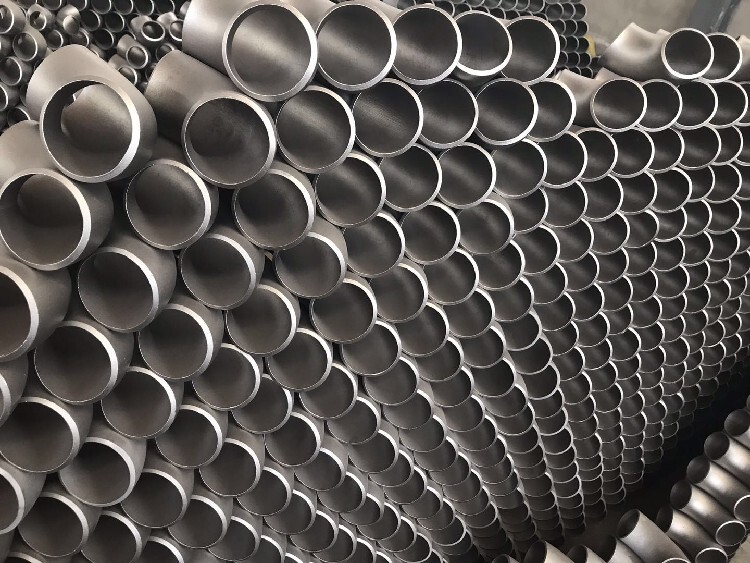
焊条使用时应保持干燥,钛钙型应经150℃干燥1小时,低氢型应经200-250℃干燥1小时(不能多次重复烘干,否则药皮容易开裂剥落),防止焊条药皮粘油及其它脏物,以免致使焊缝增加含碳量和影响焊件质量。弯头焊接时,受到重复加热析出碳化物,降低耐腐蚀性和力学性能。焊后硬化性较大,容易产生裂纹。若采用同类型的焊条焊接,进行300℃以上的预热和焊后700℃左右的缓冷处理。若焊件不能进行焊后热处理,则应选用铬镍不锈钢焊条。
在管道工程施工中,弯头是的配件之一。用于弯管,使管材能适应各种复杂的施工环境,如转弯、交叉路口等。弯头使管道能够根据设计要求进行弯曲,从而确保施工质量和安全。
- 弯头
- 弯管/弯头
- 江苏徐州
- 樊经理
河北首开管道装备有限公司为你提供的“北京20#合金弯头联系方法,GB/T13401弯头”详细介绍



