信阳钢板零割轴承座-355B钢板切割机械设备用支持定制


- ¥1800.00 ≥5吨
- ¥1900.00 3-5吨
- ¥2000.00 1-3吨
- 2024-11-03 11:37:51
- 45#
- 2.0*1219*C
- 钢板切割,钢板零割,钢板加工,钢板下料
- 河南信阳
- 王经理 18014331668
- 弘钻金属科技(常州)有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
信阳钢板零割轴承座-钢板零割轴承座是一种用于制造轴承座的钢板切割工艺。它涉及到的切割、打磨和焊接等步骤,需要的设备和技能来完成。钢板零割轴承座在汽车、机械、化工等领域有着广泛的应用,其和加工的产品受到市场的。
一家专注于做钢板切割的厂家---无锡海辰得来CAD图,按图纸艺切割,不管多厚都可以切割。故障四:有高频但不引弧。原因:割炬内电极、喷嘴短路,电极上螺纹有损伤。排除:更换新的电极,如果故障依然存在,那就更换新的割炬。
细薄的可空冷,为了变形也在C盐液冷却。不要在C回火,会降低工具的韧性,出现回火脆性,另外淬后立即回火。1100C淬火的,在520C回火2-3次。请注意过高的淬火温度会有脱碳的倾向,为此可在淬火前进行预先热处理--球化退火。
信阳钢板零割轴承座-355B钢板切割 机械设备用支持定制 优点在于清根后过渡层及复层焊接量较小,过渡层及复层的焊材消耗少;缺点是在复层侧清根时,高温氧化铁、碳粉等易污染复层,降低复层的耐腐蚀性能;此外,碳弧气刨在不锈钢复层留下的渗碳层全部打磨掉,否则将增加过渡层和复层焊缝中的含碳量,造成晶间腐蚀等。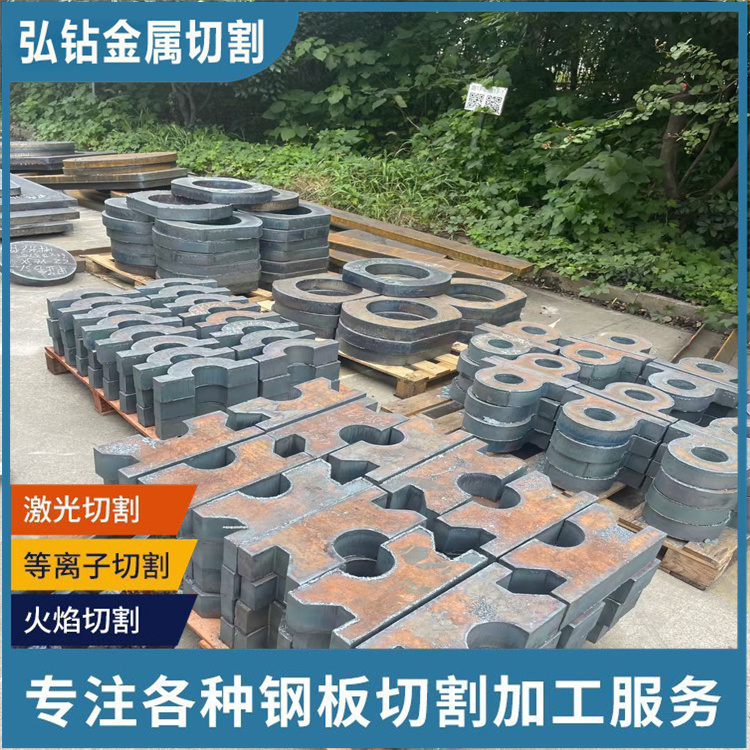
等离子切割是利用高温等离子电弧的热量使件切口处的金属局部熔化(和蒸发),并借高速等离子的动量排除熔融金属以形成切口的一种加方法。常用的方法是一般等离子切割和空气等离子切割。等离子切割可采用的作气体对等离子弧的切割特性以及切割质量、速度都有明显的影响。
焊接工艺控制(1)制定合理的焊接顺序,尽可能避免焊接残余应力的产生,以焊接接头的拘束应力的集中。(2)焊接中应严格执行焊接工艺参数,尽量控制焊接的热输入量,应采用较小电流进行焊接。(3)焊接中要严格控制焊道的层间温度,要小于250℃。(4)焊缝内部,单侧焊接后进行另一侧焊接前应采用碳弧气刨进行清根处理。(5)焊缝与厚板母材连接基础,即焊脚尺寸在要求范围内应尽可能大。(6)考虑焊道层数的分布时要考虑到厚板母材与焊缝金属的局部缓冲。
- 钢板切割,钢板零割,钢板加工,钢板下料
- 容器板
- 河南信阳
- 王经理
- 45#
- 2.0*1219*C
- 金属制品
- 宝钢
- 激光切割
- 不锈钢平板



