重庆正规金属焊接功能


- ¥45.00
- 2025-01-05 02:56:33
- 金属焊接
- 河南新乡
- 王恒远 15882366614
- 成都市川泰聚好阀门有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
激光焊接
由光学震荡器及放在震荡器空穴两端镜间的介质所组成。介质受到激发至高能量状态时,开始产生同相位光波且在两端镜间来回反射,形成光电的串结效应,将光波放大,并获得足够能量而开始发射出激光。
激光亦可解释成将电能、化学能、热能、光能或核能等原始能源转换成某些特定光频(紫外光、可见光或红外光)的电磁辐射束的一种设备。转换形态在某些固态、液态或气态介质中很容易进行。当这些介质以原子或分子形态被激发,便产生相位几乎相同且近乎单一波长的光束-激光。由于具同相位及单一波长,差异角均非常小,在被高度集中以提供焊接、切割及热处理等功能前可传送的距离相当长。
在施焊中可能会出现一个断弧,或者在进行施工时,不能太慌张,还是要用氩气护住,从新的开始,再来直到焊接结束温度降到350摄氏度时,才可以把焊枪移开,要不也是会影响到焊接的品质。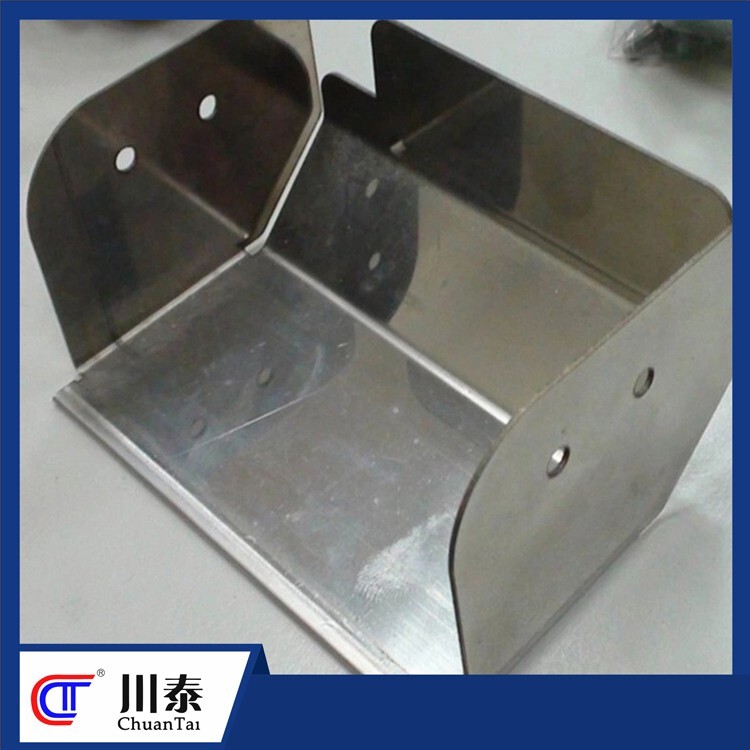
金属焊接还有一种方法称作共晶钎焊或共晶扩散钎焊。这是将异种金属接触表民加热到一定温度,使两种金属在接触面表面形成低熔点的共晶体,该低熔点共晶体在此温度下呈液态,实质上成了一种不用外加钎料的钎焊方法。当然,这要求两种金属之间能够形成低熔点的共晶体。异种金属扩散时加入中间层材料,在很低压力下加热使中间层材料熔化,或与被焊金属接触形成低熔点共晶体,此时形成的薄层液体,经一定时间的保温过程,使得中间层材料全部扩散到母材中并均匀化,就能形成没有中间材料的异种金属接头。这类方法在焊接过程中都会出现少量液态金属。因而又被称作液相过渡焊,他们的共同特点就是接头中不存在铸造组织。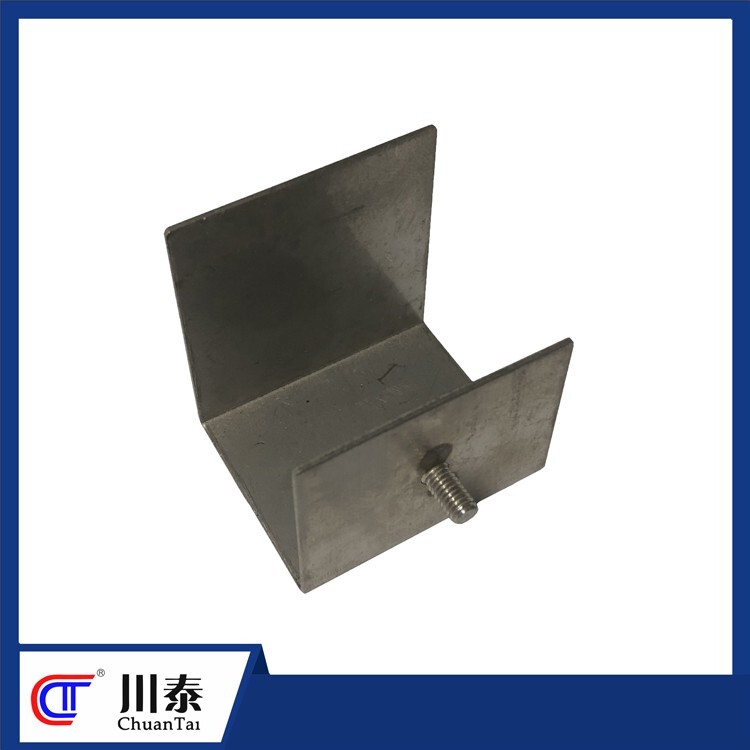
金属焊接焊口的位置要符合以下要求:
焊口应避开应力集中区,便于施焊、检验及热处理。
锅炉受热面管子焊口,其中心线距离管子弯曲起点或汽包、联箱外壁或支吊架边缘至少70,同根管子两个对接,焊口间距离不得小于150mm。
管道对接焊口,其中心线距离管子弯曲起点不小于管子外径,且不小于100mm(焊接、锻制成型管件除外),距支吊架边缘至少50mm,同管道两个对接焊口间距不得小于150mm,当管道公称直径大于500mm,同管道两个对接焊口间距离不得小于50mm。
焊接的原理:焊锡借助于助焊剂的作用,经过加热熔化成液态,进入被焊金属的缝隙,在焊接物的表面,形成金属合金使得两种金属体牢固的连接在一起形成的金属合金就是焊锡中锡铅的原子进入被焊金属的晶格中生成的,因两种金属原子的壳层相互扩散,依靠原子间的内聚力使得两种金属的牢固结合在一起。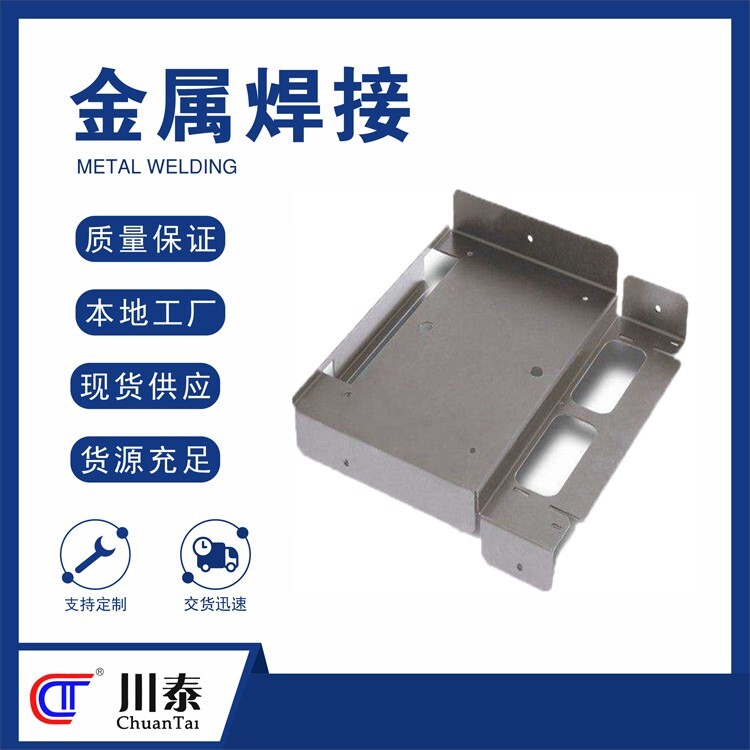
金属焊接的时间:合金层厚度在2-5um结实,焊接时间过长,则焊接点上的焊剂完全挥发,就失去了助焊作用。合金层将加厚,使焊点变脆,变硬且易折断,光洁度变白,不发亮。焊接时间过短,则焊接点的温度达不到焊接温度达不到焊接温度,焊料不能充分熔化,容易造成虚假焊。同时,合金层过薄,使焊接变得力度不够。所以焊接时间应选择适当,一般应控制在2S-3S以内。
- 金属焊接
- 钢板
- 河南新乡
- 王恒远



