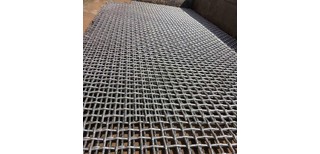
牡丹江砖厂用锰钢筛网,锰钢筛网厂家





- 面议
- 2024-10-29 15:57:22
- 锰钢钢焊接筛网
- 河南新乡
- 支焕柱 15554330788
- 滨州市力王筛网有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
高锰钢筛板在现在的应用非常之广泛,然而一些产业对于筛板的要求比较高,需要控制孔的精细程度,这对于筛板加工是难题,能准确的控制它的孔精度的方法有: 1、在机筛筛板上选定任意一块面积,沿不同方向的两条直线检查,小孔(D或W≤16mm为小孔)用长度控制,每一直线至少为100mm长,大孔(D或W≥16mm为大孔)用孔数控制,孔数应不少于五个; 2、两条直线间夹角对圆孔为90℃或60℃,对方孔为90℃。方孔可只沿孔的对角线检查,但长度应不小于150mm,并且不少于八个孔; 3、如果检查的机筛筛板有一个方向达不到规定的长度和孔数时,应对所有筛孔进行检查,这样对机筛筛板筛孔的质量有了质的改变,这样加工出来出来的筛板质量要比普通筛板的品质要高,当然也更有利于一部分行业的应用。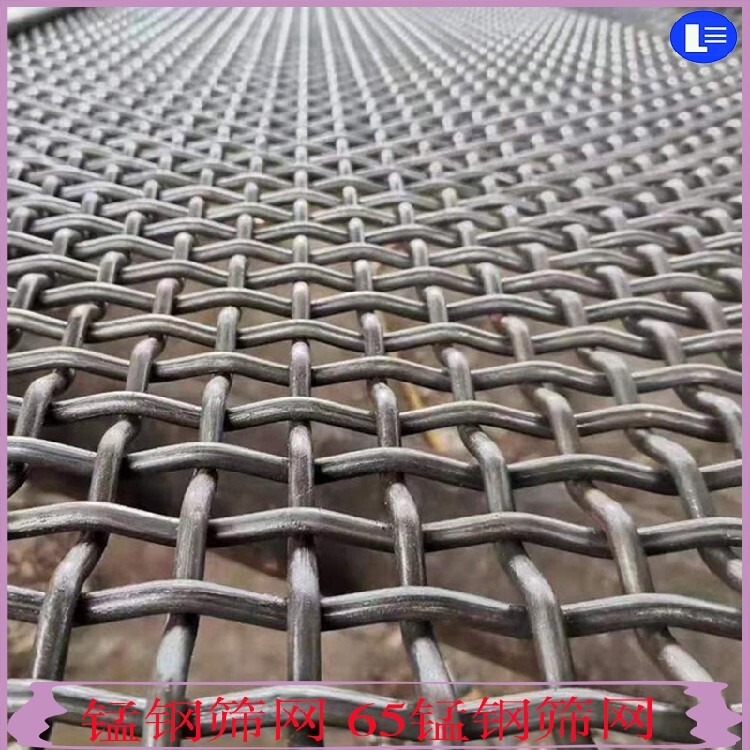
高锰钢编织筛网中要注意的几个问题 编织筛网加工中须注意的几个问题 编织筛网在加工前,经过钢材的酸洗、改拔、磷化等工艺后,再经过冲压或滚压形成角度合理、弯曲度规整的经线,经人工“扨缯”后进入编织工序。 编织工序中,须要操作人员认真细致,特别是孔径12毫米以下筛网,时刻注意编织过程,防止出现下列情景: 1 漏花、跳花 即经线纬线没有顺利搭扣,漏掉该有的交叉,上下行程中的单方向出现故障。 应及时停机,检查是否“缯扣”出现问题,如出现问题,及时更换; 2 断头 一般是经线可能出现该现象,如果出现,可能是钢丝该点有杂质。应及时,倒进编织机,将断头部分筛条搭接。如果频繁出现该问题,可能是钢材钢丝问题了; 3 拧花 即经线或纬线交叉点,出现“横躺”现象,说明在冲压或滚压中,钢丝有阻力突然增大现象出现。如有该问题,可及时割掉该问题部分,将后续无影响筛条搭接,继续编织; 4 赶花 即筛条先后不一致,出现搭扣不严,大小孔、甚至“爬坡”现象。该问题出现,一般是模具硬度不够,或者是模具没有固定牢固。如果大面积出现该问题,只能将钢丝全部废掉,重新来做了。
锰钢编织筛网质量的基本要素 1 材质 材质的选用是否合理,主要取决于客户的具体使用场景。不同钢铁企业生产的盘条,因为面对的市场不同,相同牌号,材质元素含量比例略有区别。这就使得,因选用不同企业的钢材,虽然都叫同一牌号,加工的筛网表现却有区别。比如,如果客户过矿量较大、筛机振动力较大,应选用含碳量较低,含锰、铬比例较高钢材。这样的筛网,柔韧性、弹性较好,不易出现筛条“震断”现象;反之,如果客户过矿量一般,物料性状较特别,磨损筛网较严重,筛机振动力较小,应选用含碳量较高、硬度较高钢材。这样,可以较好的避免出现,短时间筛条“磨断”现象; 2 工艺 在筛网加工中,同样是轧花,不同的模具-轧花轮,不同的编织机,所加工的筛网,外观大致相同,细节有区别。比如,压力过大、毛刺等,正是这看似微小的区别,对筛网的使用寿命,却影响较大。 3 孔径误差值 大部分筛网使用单位,对筛孔的误差值,可以接受的比例为10%。比如,客户要求孔径为30毫米孔,用卡尺测量筛孔,有的稍大,测量为31毫米,有的稍小,测量为29毫米,那误差值为+1加-1除30,等于6%。但是有些单位对误差值得要求较为严格,比如拌合站、化工等,误差不能超过5%; 4 结构松紧度 具体说来就是筛网纵条和横条之间应力大小。理论上说来,应力越大越好。因为应力越大,筛条之间的滑动摩擦幅度越小,使用过程中,相互之间磨损越小,对筛网的使用寿命影响越小。 5 筛面平整度 筛面平整,筛网在安装时,操作方便,筛面受力均匀。反之如果筛面,有凹凸,则凸点区域受物料摩擦力较大,磨损较快;凹点区域,物料下滑较滞涩,易出现堵孔现象。随着使用时间的延长,问题会逐渐严重,凸的地方越来越高,凹的地方越来越低,这就会使筛机产量降低。
- 锰钢钢焊接筛网
- 锰钢筛网
- 河南新乡
- 支焕柱



