宣城自动化车铣复合数控车床电话,插补Y系列



- 面议
- 2025-03-11 16:09:37
- 车铣复合数控车床,直补Y系列,插补Y系列
- 陕西西安
- 陈建全 13806209711
- 苏州特鲁特数控机床科技有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
车铣是利用铣刀旋转和工件旋转的合成运动来实现对工件的切削加工, 使工件在形状精度、位置精度、已加工表面完整性等多方面达到使用要求的一种切削加工方法。车铣复合加工不是单纯的将车削和铣削两种加工手段合并到一台机床上,而是利用车铣合成运动来完成各类表面的加工,是在当今数控技术得到较大发展的条件下产生的一种新的切削理论和切削技术。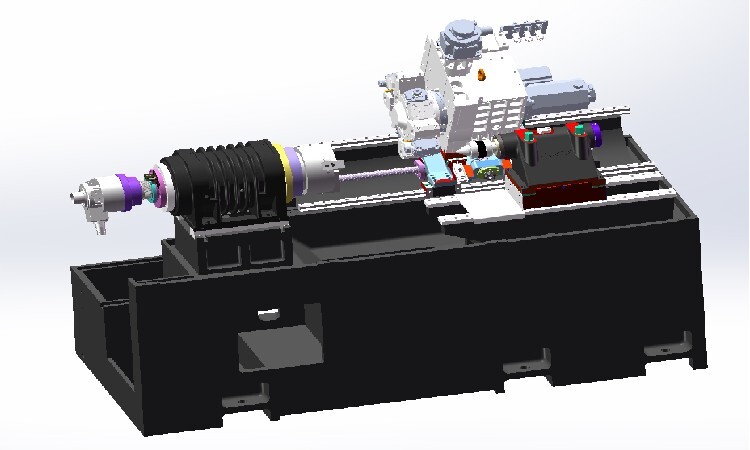
优势
与常规数控加工工艺相比,车铣复合加工具有的优势主要表现在以下几个方面:
(1)缩短产品制造工艺链,提高生产效率。可以安装多种特殊刀具,新型的刀具排布,减少换刀时间,提高加工效率,车铣复合加工可以实现一次装夹完成全部或者大部分加工工序,从而大大缩短产品制造工艺链。这样一方面减少了由于装卡改变导致的生产辅助时间,同时也减少了工装卡具制造周期和等待时间,能够显著提高生产效率。
当停车时,为使电动机迅速静止,则需将电动机电源反接,电动机在反接制动状态下迅速制动。台湾车铣复合加工中心如果电动机转速较低时,则依靠速度继电器KP1或KP2的动合触点自动切断控制电路,断开电动机电源,实行自由停车。
当台湾车铣复合加工中心电动机正转时,则速度继电器的正转动舍触点KPl (17 - 21)闭合,而正转动断触点KPl (17 - 18)断开。当电动机反转时,速度继电器的反转动合触点KP2 (17 - 16)闭合。
KM2触点(8- 17)闭合代替KM1触点(8- 17)使KM4 -直保持得电。KM2和KM4得电,使三相电源经过KM2主触点、限流电阻R及KM4主触点反接给电动机供电,电动机进行反接制动。当电动机的转速降低到接近零速时,速度继电器的正转动合触点KPl (17 - 21)打开,切断KM2的通电回路,使KM2和KM4相继释放,及时切断电动机的反接电源,电动机制动结束。反向运行时的制动过程与正向相似,此时参与控制的电器是速度继电器KP2、接触器KM1、KM4。
车铣复合加工机床通常是五轴的。
车铣复合加工机床具有x、y、z、a、c五个轴,其中x、y、z轴和a、c轴形成车铣复合联动加工,擅长空间曲面加工、异形加工、镂空加工、打孔、斜孔及斜切等。这种机床的设计使得工件在一次装夹中可以完成复杂的加工,适应如汽车零部件、飞机结构件等现代模具的加工需求。车铣复合加工中心通过其多轴联动的能力,能够显著提高生产效率和加工精度,是现代制造业中重要的加工设备之一。
- 车铣复合数控车床,直补Y系列,插补Y系列
- 车铣磨复合加机床
- 陕西西安
- 陈建全


