树脂螺旋输送机坚固,绞龙输送设备



- ¥5000.00
- 2025-02-23 02:12:09
- 螺旋输送机,绞龙输送设备
- 陕西西安
- 韦文杰 18738381900
- 河南骄阳机械设备有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
螺旋输送机的支架也是输送设备中的配套设备,其中支架的焊接工艺也是非常重要的,如果焊接不结实的话,就会影响其使用。下面简单介绍几种焊接方法:
1.引弧
(1)划擦法---先将焊条对准焊件,再将焊条像划火柴似的在焊件表面轻轻划擦,引燃电弧,然后迅速将焊条提起2-4mm,并使之稳定燃烧,
(2)敲击法---将焊条末端对准焊件,然后手腕下弯,使焊条轻微碰一下焊件,再迅速将焊条提起2~4mm,引燃电弧后手腕放平,使电弧保持稳定燃烧。这种引弧方法不会使焊件表面划伤,又不受焊
.管式螺旋输送机也被称为螺旋给料机,由于机壳是一根钢管,所以在清理的时候有两种方法,用水冲洗或者通风清理。注水清理是指在进料口通入大量的水冲洗管内,将残存的物料冲刷出去。通风清理是用气泵或者风机将大量空气通入管内,将物料吹出管体。这两种方法都可以很方便的将管内的物料清理干净。
使用螺旋输送机的用户都知道,输送机可根据客户及场地要求选用不同的出料口形式。
螺旋输送机出入料口情势有三种:万向球,布袋和法兰团结。
万向球团结密封性能好,能调治安置角度,安置简略方便,成本高。
布袋团结密封性能差,不能调治安置角度,安置简略方便,成本低。
法兰团结密封性能好,对安置角度要求高,安置庞大,成本低。出料口一般选用布袋团结形式
把螺旋输送机实体型的制法叫做s制法,其节距大过叶片直径的接近一倍,其主要用于粉状和颗粒状的物料。带式型的制法叫做D制法,其节距与叶片直径相同,这款多用于粉状和小块的物料。叶片型也有用,但比较少,其主要是输送那些粘度比较大或且可以压缩的物料,其节距大过叶片直径超过一倍。知道了其不同的结构特征后,消费者在选购时就可以根据自己要加工的物料选择相对应的型号,避免盲目购买。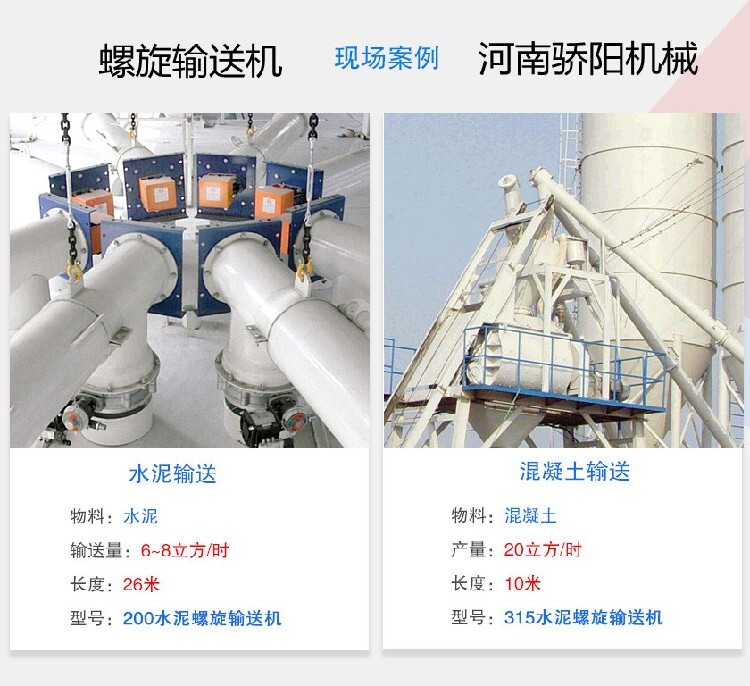
螺旋输送机的倾斜角度对于螺旋输送机输送过程的生产率和功率消耗都有影响,一般它是以一个影响系数的形式来体现的。螺旋输送机输送能力将随着倾斜角度的增加而迅速降低的,同时,螺旋输送机布置时倾斜角度也将影响物料的输送效果。另外倾斜角度的大小还会影响填充系数,倾斜角度越大,允许的填充系数越小,螺旋输送机的输送能力越低。因此,在满足使用条件的前提下,螺旋输送机尽量避免倾斜布置,而好采用水平布置;若工艺需要采用用倾斜布置,为了提高输送效率,倾斜角度也不宜太大,一般倾斜角度β=10°~20°。若不能满足要求,可采用多级倾斜布置,以减少损耗。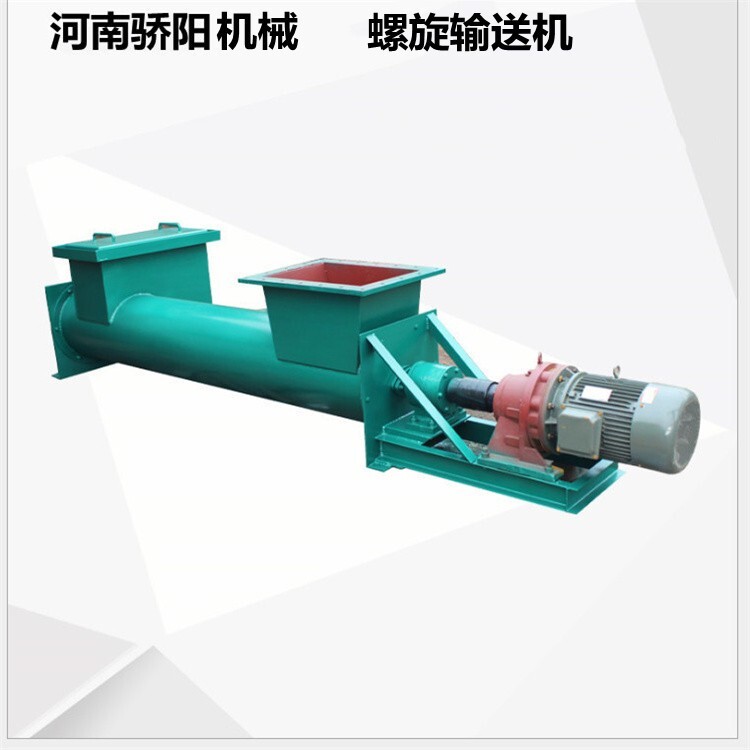
螺旋输送机对于减轻繁重的体力劳动,提高劳动生产率,实现物料输送过程的机械化和自动化,都具有重要的现实意义。未来螺旋输送机发展方向和趋势是:①大运量、高速度、长使用寿命;②低能源消耗及降低能量消耗;③智能化发展;④空间可弯曲输送;⑤组合复合化输送,向着大型化发展;⑥扩大使用范围;⑦环保意识设计,减少污染,实现设计的目标。
- 螺旋输送机,绞龙输送设备
- 螺旋输送机
- 陕西西安
- 韦文杰


