上海杨浦多功能振动时效设备厂家






- 面议
- 2024-12-16 12:58:34
- 振动时效设备,振动时效仪
- 陕西西安
- 张亮 13791031859
- 济南九工机电设备有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
振动时效设备对焊接性能及焊接变形的影响。振动时效设备对焊缝材料有所改善,特别是断裂韧性和疲劳极限的提高,说明振动处理技术可用于焊接构件。采用边振动边焊接方法,对控制冷作、焊接变形、稳定工件尺寸精度、消除工件应力有着不可忽视的作用,焊后可消除变形。
大量的研究和实际应用证明,振动时效对工件的时效效果好于烧煤、重油或煤气的热时效炉,而基本与电炉的时效效果相近,因为振动时效不仅克服了热时效炉温不均而造成消除应力不均匀之难题,而且避免了工件因加热而降低其抗变形能力和二次热应力的影响,所以一般经振动时效处理的工件较一般热时效处理的工件的尺寸稳定性可提高30%以上。
“振动时效处理设备”主要利用共振原理对被时效工件进行整体应力消除和均匀化,防止其变形开裂。 由于需要使被时效工件发生共振,在整个工作过程中,用橡胶垫或枕木支撑工件离地,对桥梁、钢结构工厂等固定工件不能进行有效的时效; “超声波冲击装置”通过自由动作的超声波冲击枪与工件接触,根据对象消除工件的局部应力,想对哪个部位施加冲击,将冲击枪对准哪里就可以了。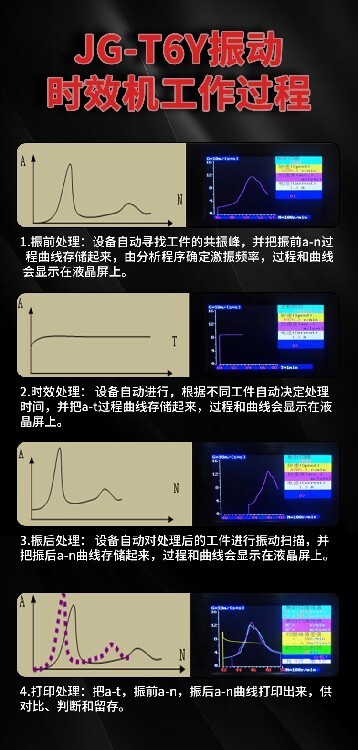
由于“振动时效处理装置”的振动方式不是利用上下振动,而是利用正玄波进行打击作用,因此振动能量也相应减少。 另一方面,“超声波冲击装置”进行前后的冲击运动,因此输出的能量不会衰减,因此到达工件的有用功远远大于振动时效装置。
其特点有:
1. 投资少
2. 生产周期短
3. 使用方便
4. 适应性强
5. 节约能源,降低成本
6. 机械性能显著提高
7. 符合环保要求
8. 操作简单,易于实现机械自动化。
9. 振动时效设备可避免金属零件在热时效过程中产生的翘曲变形、氧化、脱碳及硬度降低等缺陷。
振动时效设备工作的条件
1、环境温度
2、控制箱0~+40℃。
3、电机-20~+40℃.
4、相对湿度≤80%。
5、海拔不超过15000m
6、电源电压220v±10%
7、按点升或降按钮时,电机转速应升或降1r/min
8、装置所有转动部分应灵活,无停滞现象,无异常噪声
9、紧固件应牢固无松动
10、轴承应密封防尘,润滑脂应清净
11、控制箱及电机内无异物,无油污等
12、装置表面油漆应干燥无污损、碰坏、裂痕等现象
13、装置空载时,噪声值应补大于85db(A)
14、振动时效装置在正常工作条件下,次大修期不少于500h
- 振动时效设备,振动时效仪
- 振动试验机
- 陕西西安
- 张亮



