改性鑫万腾环氧树脂陶瓷涂料附着力强


1/4
- ¥15.00
- 2024-07-05 05:45:40
- 溶剂型
- 白色
- 环氧树脂陶瓷涂料
- 福建厦门
- 吕经理 13831645999
- 廊坊万腾防腐材料有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
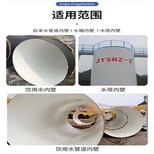
内衬涂敷施工
1、铸铁管内表面打磨
对铸铁管内表面进行干法打磨,要求除去所有外来物、松散铁鳞和其他任何可能损害金属与衬里良好结合的物质,磨后管内表面不应有任何突起高度可能大于衬层厚度50%的金属凸瘤,打磨后要用适当方法将管内所有杂物清理干净。
2、铸铁管或钢管内表面喷砂处理
① 将所有内表面喷砂处理至达到中国国标GB/T 8923的Sa 21/2级(相当于美国标准SSPC-SP10的近白级),表面粗糙度50~80µm。
② 用干净(即:经脱水、脱油)的压缩空气将管内表面残留的砂粒和灰尘吹扫干净。表面处理合格后不准再有破坏管面洁净度的任何操作,并在表面返锈前进行内衬。
5、铸铁管或钢管内衬
①在铸铁管承口内壁贴上保护纸,将铸铁管或钢管吊上转台,加热至70℃。
②将环氧陶瓷涂料的A、B组份在搅拌状态下分别加热至70℃。
③管子在转台上旋转,用喷涂机按双组份23:2的比例将环氧陶瓷涂料均匀地喷涂到保持65~70℃管子内表面,其喷涂量应使一次喷涂的内衬层在固化后达到合同规定的厚度。
④管子在转台上继续旋转,从热风炉将50~65℃的热风吹入管内,等到内衬达到表面固化后转入养生炉,在20℃以上至少保持24h,使内衬充分固化。
7、内衬缺陷修补
对内衬检验发现的漏点和其他缺陷(如:杂质、气泡等),要用配套的自干型双组份环氧修补料修补。先用电动打磨机将缺陷处及周围约50mm的衬里打毛,将修补料的A、B组份23:2混合均匀,并将其中的一部份加适量滑石粉调成腻子。先用腻子将修补点填满、抹平,再用刷子在修补处涂一层修补料,修补表面平整、光滑、外观一致,然后静置自干至固化。
- 环氧树脂陶瓷涂料
- 路用涂料
- 福建厦门
- 吕经理
- 溶剂型
- 白色
廊坊万腾防腐材料有限公司为你提供的“改性鑫万腾环氧树脂陶瓷涂料附着力强”详细介绍


