台州工控散热器厂家电话,工控散热器风扇



- 面议
- 2025-01-16 08:10:47
- 工控散热器
- 福建厦门
- 唐工 13358051631
- 东吉(东莞)散热科技有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
工业散热器的结构组成为散热排管、进出总管、框架。 其中,散热排管由散热管束组成,散热管由基管和翅片组成。散热管质量决定换热效果,散热管排列方式影响空气阻力,散热管安装方式决定承受温差(热胀冷缩)能力。 常用散热排管安装方式:框架固定式(SRZ型、SRL型、S型)、框架支撑式(GL型、U型)。 其中,框架固定式,散热管直接焊接到框架箱盒,结果简单,一般用于180℃以下热媒或冷媒;框架支撑式,散热管穿过框架多孔板,与连通管(或弯头)焊接,一般用于180℃以上热媒。 常用散热管类型:钢制散热管(钢管绕钢翅片、热镀锌处理)、钢铝复合散热管(钢管轧铝翅片)、铜制散热管(铜管绕铜翅片、搪锡处理)、铜铝复合散热管(铜管轧铝翅片)、不锈钢散热管(不锈钢管绕不锈钢翅片、高频焊)。 其中,钢制散热管,热镀锌是关键,可以填充缝隙、稳固翅片、传热、防腐;铜制散热管,搪锡是关键。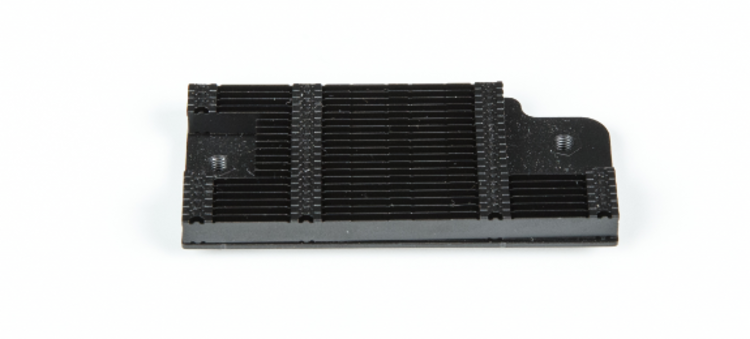
散热片材质是指散热片所使用的具体材料。每种材料其导热性能是不同的,按导热性能从高到低排列,分别是银,铜,铝,钢。不过如果用银来作散热片会太昂贵,故好的方案为采用铜质。虽然铝便宜得多,但显然导热性就不如铜好(大约只有铜的百分之五十多点)。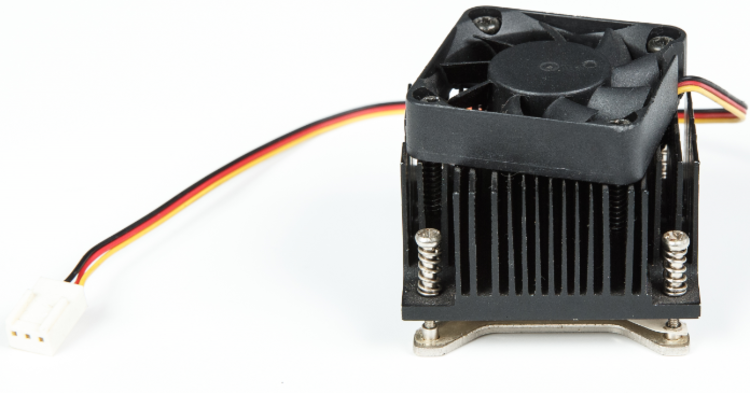
热管是一种具有导热性能的传热元件,它通过在全封闭真空管内的液体的蒸发与凝结来传递热量,它利用毛吸作用等流体原理,起到类似冰箱压缩机制冷的效果。具有的导热性、良好的等温性、冷热两侧的传热面积可任意改变、可远距离传热、可控制温度等一系列优点,并且由热管组成的换热器具有传热、结构紧凑、流体阻损小等优点。由于其特殊的传热特性,因而可控制管壁温度,避免露点腐蚀。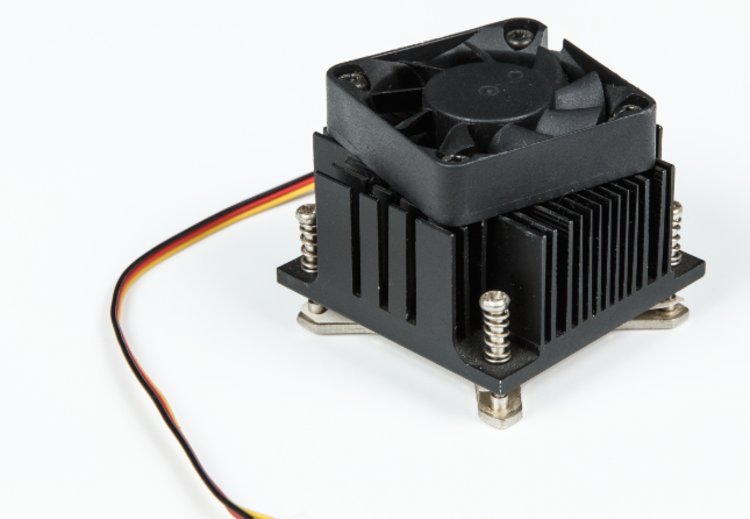
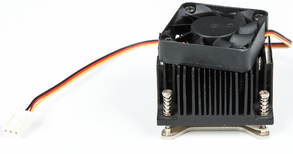
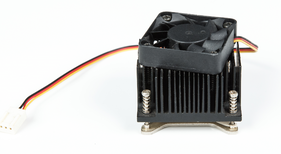
当热量传到散热器的顶部后,就需要尽快地将传来的热量散发到周边环境中去,对风冷散热器而言就是要与周围的空气进行热交换。这时,热量是在两种不同介质间传递,所依循的公式为Q=α X A X ΔT,其中ΔT为两种介质间的温差,即散热器与周围环境空气的温度差;而α为流体的导热系数,在散热片材质和空气成分确定后,它就是一个固定值;其中重要的A是散热片和空气的接触面积,在其他条件不变的前提下,如散热器的体积一般都会有所限制,机箱内的空间有限,过大会加大安装的难度,而通过改变散热器的形状,增大其与空气的接触面积,增加热交换面积,是提高散热效率的有效手段。要实现这一点,一般通过用鳍片式设计辅以表面粗糙化或螺纹等办法来增大表面积。
热量从CPU核心散发到散热片表面,是一个热传导过程。对于散热片的底座而言,由于直接与高热量的小面积热源接触,这就要求底座能够迅速将热量传导开来。散热片选用较高热传导系数的材料对提高热传导效率很有帮助。通过热传导系统对照表可以看出,如铝的热传导系数237W/mK,铜的热传导系数则为401W/mK,而比较同样体积的散热器,铜的重量是铝的3倍,而铝的比热仅为铜的2.3倍,所以相同体积下,铜质散热器可以比铝质散热器容纳更多的热量,升温更慢。同样厚度的散热器底座,铜不但可以快速引走热源如CPU Die的温度,自己的温度上升也比铝的散热片缓慢。因此铜更适合做成散热器的底面。
扦焊是采用熔点比母材熔点低的金属材料作为焊料,在低于母材熔点而焊料熔点的温度下,利用液态焊料润湿母材,填充接头间隙,然后冷凝形成牢固接合界面的焊接方法。主要工序有:材料前处理、组装、加热焊接、冷却、后处理等。常用的扦焊方式是锡扦焊,铝表面在空气中会形成一层非常稳定的氧化层(AL2O3),使铜铝焊接难度较高,这是阻碍焊接的大因素。要将其去除或采用化学方法将其去除后并电镀一层镍或其它容易焊接的金属,这样铜铝才能顺利焊接在一起。
- 工控散热器
- 散热器
- 福建厦门
- 唐工