河北秦皇岛激光熔覆设备修复





- ¥560000.00
- 2025-03-11 14:07:43
- 高速激光熔覆设备
- 福建厦门
- 段总 17392761868
- 西安国盛激光科技有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
宽带激光熔覆修复轴体工艺流程
宽带激光熔覆修复轴的工艺流程主要包括以下步骤:
1、表面处理:对轴表面进行研磨、清洗、干燥等处理。去除表面的氧化物、油污及杂质。
2、涂层制备:将合金粉末或陶瓷粉末与其他材料按一定比例混合,制备熔覆粉末。将熔覆粉末均匀地涂覆在轴的表面上,形成一定厚度的涂层。
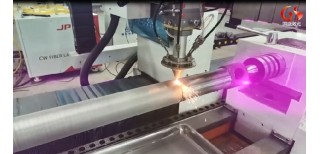
3、激光熔覆修复:采用高能宽带激光束扫描涂层,使涂层表面快速熔化并形成液池。在激光的作用下,熔池中的合金粉末或陶瓷粉末等材料充分熔化、混合,形成致密的熔覆层。
4、修复后处理:对包覆轴进行冷却、抛光、清洗等,去除多余的包覆材料和毛刺。
5、性能测试:对修复后的轴进行性能测试,包括硬度、耐磨性、耐腐蚀性等测试。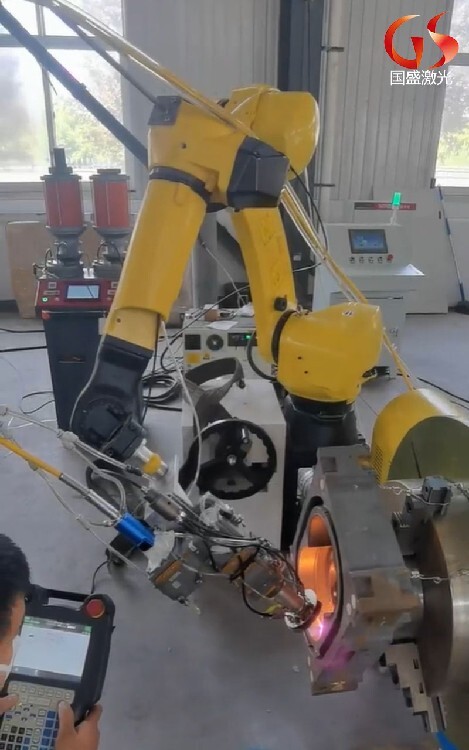
激光熔覆技术优点:
1、稀释率较低;基材上热影响区小;
2、与基体形成冶金结合,结合强度达95%以上;
3、熔覆层与基体均匀,无粗大铸造组织;
4、熔覆层及其界面结构细小,晶粒细小;
5、无空洞、夹杂裂纹等缺陷;
6、激光加工时基材表面仅轻微熔化,激光加工后不存在热变形;
7、熔覆层与基底润湿性好,结合强度高,易于实现自动化;
激光熔覆技术可以优化资源配置,节约贵重、稀有金属材料,降低能源消耗,节省资金。激光熔覆修复技术、,有很强的保护环境的作用,属于绿色再制造工程。国盛激光是一家从事自动化激光熔覆设备、高速激光熔覆设备、激光淬火设备、激光焊接设备、3D打印设备的研发、制造、销售于一体的高新技术企业。
国盛激光研发的高速激光熔覆的功率密度是常规激光熔覆的5-10倍,现又研发出的移动式激光熔覆设备,避免了异地拆卸、运输、维修、安装的过程,节省了劳动强度和维修工人的时间,减少了企业的停机时间,避免了更换新零件和运输的成本;研发出的八轴联动激光熔覆设备,根据客户应用场景可配置不同规格的机器人,同时选配变位机、转台、滑台以适应不同加工类型工件的激光熔覆加工及表面处理。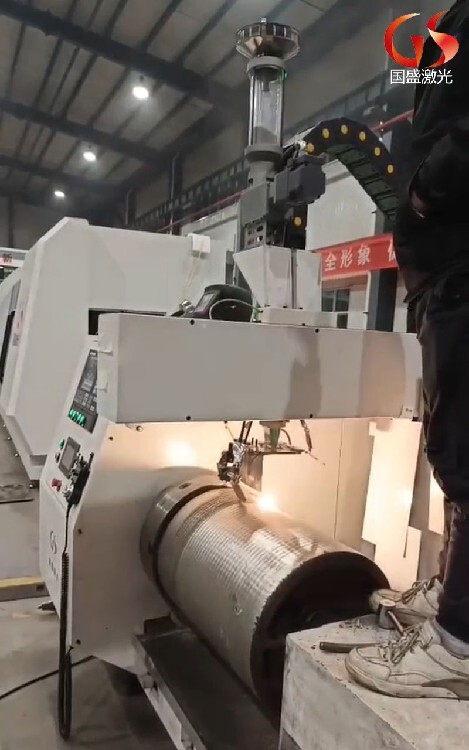
九十年代初,激光再制造技术出现成为科研的热门,大部分都专注于它的研究。随着再制造理念逐渐被社会接受和技术的不断长进,我国再制造工业己取得较大的成就,工业规划不断扩大,覆盖行业层面更为广阔,智能程度越来越高,成为近年来激光加工技术的一个新亮点。
现在,我国已进入汽车、工程机械和车床作废置换的高峰期,再制造工业开展面临可贵机会,潜力非常大。激光再制造技术已根本成熟,这样就是一个激光再制造的智能商场正扑面而来。
激光再制造技术是近年来新式的一种技术方式,他以激光熔覆、激光淬火、激光表面合金化技术为主,依据修复零部件的受损使其达到受损前或比受损前更好的功能。
激光熔覆为激光再制造技术。激光熔覆运用高能激光束作为热源,通过金属及焊材的迅速熔化、扩展和冷却,构成一种具有特别功用的表层,这种表层一般具有耐磨、耐蚀、耐热、抗氧化等功用,激光熔覆的优势在于熔覆层与基体是冶金结合,基体热影响区极小,加工和热变形小,对孔洞、搀杂、裂纹等缺陷控制较好。
激光淬火是运用聚焦后(或通过光束整形)的激光束加热于金属表面使其产生马氏体相变构成马氏体淬硬层的进程,通过激光淬火加工后工件表面粗糙度根本不变,不需要后续机械加工就可以满足实践工况的需求;
激光合金化则通过激光参与将合金粉末与基体材料相作用构成一种新相的表面处理办法。
激光加工技术在再制造业中的运用与在其他制造业中的运用相同,有着其他加工技术不可代替的好处。激光加工用于再制造业是由相变硬化开展到激光表面合金化和激光熔覆,由激光合金涂层开展到复合涂层及陶瓷涂层,然后使得激光表面改性技术成为再制造的一项重要手法。
激光再制造技术的出现打破了传统再制造技术在可批改材料及批改零件形状等方面的约束,打破了再制造技术的局限性,选用激光再制造技术批改高温、高压、高转速涡轮动力机械零部件,已先后被石化、电力、煤炭、冶金、轿车等十几个行业认可及应用。
速激光熔覆与高速激光熔覆,常规激光熔覆的共同点:
1、包覆材料通用:可以用常规激光熔覆的材料,可以用高速激光熔覆来熔化;一些常规激光熔覆无法熔覆的材料,如高熔点材料,可以通过高速激光熔覆来熔化。
2、全部采用冶金结合:但高速熔覆的涂层效果与热喷涂类似,表面光滑。常规包层波动较大。
3、通用工艺路线:常规激光熔覆工艺调整的也是高速激光熔覆工艺调整的。
4、应用领域一致:即在常规激光熔覆可以应用的领域可以应用高速激光熔覆,在常规激光熔覆无法应用的领域也可以应用高速激光熔覆。通俗地说,高速激光熔覆可以做到常规激光熔覆可以做到的事情,高速激光熔覆也可以做到常规激光熔覆无法做到的事情。
对于辊压机轴磨损的传统修复方法,常采用补焊、电刷镀、喷涂等工艺进行离线修复。直接的影响就是停机时间长,整体成本高,劳动强度大。激光增材修复方法实现了在线修复。该技术非常适用于辊压机轴磨损的修复。无需拆卸和加工即可修复。补焊无热应力,补焊厚度不受限制。同时,该产品具有金属材料所不具备的优惠,可吸收设备的冲击和振动,避免了再次磨损的可能性,并大大延长了设备部件的使用寿命,为企业节省了大量的停机时间,创造了的经济价值。
现场修复过程如下:
1、表面处理:清除前后轴肩表面、轴承表面、轴承内圈表面的污垢和高点。清除所有螺栓孔和压板通孔边缘的毛刺。使用砂轮打磨磨损区域,使其恢复原来的金属颜色。
2、确定定位点:先在轴径磨损量处增加一个定位点,高度略一侧磨损量。以样尺为基准,用砂轮机、锉刀等工具打磨,使其高度接近与一侧磨损尺寸相同。
3、空试轴承:安装轴承,并用压板紧固轴承,在压板螺栓紧固过程中保持较小的预紧力,测量同心度和垂直度,精度误差小于0.2 mm。
4、清洁表面:用无水乙醇清洁轴承位置表面和轴承内圈表面,轴承内圈表面刷803脱模剂。
5、涂抹激光增材:将均匀的激光增材直接涂抹在修补面上,并激光增材的填充效果,然后用刮刀均匀涂抹,厚度略支撑点的高度。
6、尺寸恢复:安装轴承,均匀拧紧压板,并留有足够的预紧力。
7、养护:自然养护6—12小时后,拆下压板和轴承,并清除多余激光增材。
8、再次应用激光增材:用砂带打磨修补激光增材表面产生的釉料和脱模剂。清洁后,调和金属修复激光增材,并将其应用于整个轴承位置的表面。
9、安装方式:快速安装轴承,整个安装和紧固过程控制在40分钟内。拧紧螺栓时,要对称拧紧。这次安装螺栓全部拧紧到位。
10、后期预紧:设备空载时每3小时拧紧一次,设备满载时每6小时、12小时、24小时拧紧一次。
- 高速激光熔覆设备
- 激光焊接机
- 福建厦门
- 段总



