辽宁沈阳激光熔覆设备多少钱一台






- 面议
- 2025-01-20 11:22:00
- 补焊
- 交流
- 国盛激光熔覆设备
- 江苏无锡
- 段总 17392761868
- 西安国盛激光科技有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
激光熔覆在模具领域应用工艺
激光熔覆技术在模具领域应用的基本工艺流程为:模具表面检查及维修方案确认→模具表面油污清理→根据硬度要求选择合理的涂层及加工参数→熔覆加工→模具加工后表面修复并在交货前进行检验。各工序的步骤及注意事项为:
1、模具表面检查及保养计划确认
检查模具是否有裂纹、拉伤、凹坑,加工位置是否为平面或R角。根据不同问题确定修复方案,对需要处理的地方进行适当打磨。
2、模具表面油污的清理
用清洗液清洗,去除水垢、油渍、油脂和油漆等,提高表面熔覆效果。
3、根据硬度要求选择合理的涂层和加工参数
根据维护计划和客户要求选择合适的功率、焦距、光斑和镀膜(例如铸铁使用铁机粉)。
4、包覆加工
涂料通过设备均匀铺展,激光器发射激光束,激光束经内部透镜折射作用于加工表面,使涂料层与基材表面形成完整的冶金结合。
5、处理后模具表面修复
钳工对熔覆表面进行研磨、抛光,确保模具间隙和表面粗糙度符合要求。
6、交货前检验
检查处理后的硬度和表面粗糙度是否满足客户的要求,如果不符合要求,重做。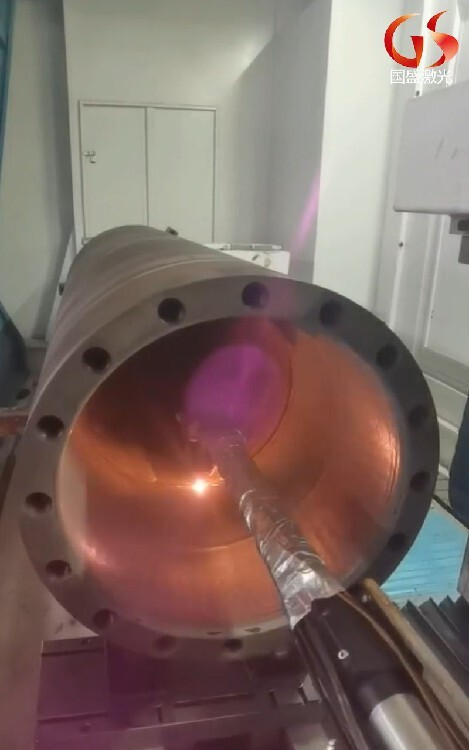
油缸内孔激光熔覆加工工艺包括以下步骤:
1、准备工件:将待加工的油缸放置在激光熔覆机的工作台上,并确保其表面清洁、无缺陷、无油渍。
2、表面处理:用砂轮或刷子等工具对气缸内孔表面进行打磨和清理,去除杂质和氧化层。
3、熔覆材料的制备:将金属粉末和合金元素按一定比例混合,加入适量的水或有机溶剂,制成熔覆材料。
4、激光熔覆加工:利用高能激光束将熔覆材料熔化并使其均匀地沉积在内孔表面。
5、后处理:对激光熔覆筒体进行热处理、研磨、抛光,提高表面硬度和光洁度。
油缸内孔激光熔覆加工的优点在于以下几个方面:
1、高硬度、耐腐蚀:通过激光熔覆技术,可以使油缸内孔表面涂层提高气缸的耐磨性和耐腐蚀性。
2、寿命长:由于激光熔覆层硬度高、耐腐蚀,可显着提高气缸的使用寿命。
3、应用范围广:激光熔覆加工可适用于各种材质、形状的气缸,可灵活应用于不同的生产环境。
4、环保节能:与传统的加工方法相比,激光熔覆加工不需要使用大量的切削液、磨料等物质,因此更加环保,降低能耗。
总之,油缸内孔激光熔覆加工是一种的加工技术,可以显着提高油缸的耐磨性、耐腐蚀性和使用寿命,并且具有环保、节能等优点。随着技术的不断发展和完善,相信这种加工技术将会在更多领域得到应用和推广。
激光熔覆设备的关键配置因素
选择激光熔覆设备时,需要考虑以下关键配置因素:
1、激光功率:激光功率是激光熔覆工艺中重要的参数之一,它直接影响熔覆层的质量和效率。一般来说,激光功率越高,熔覆层的深度和宽度就越大,生产效率越高。然而,过高的激光功率可能会导致材料烧蚀和熔化过快,影响熔覆层的性能。因此,在选择激光功率时,需要根据工艺要求和材料特性进行权衡。
2、光斑尺寸:光斑尺寸是指激光束在工件表面的聚焦直径。光斑尺寸直接影响熔覆层的形状和质量。较小的光斑可实现更精细的熔覆,但也可能导致熔覆速度较慢。因此,在选择光斑尺寸时,需要根据熔覆层的精度和效率要求进行权衡。
3、扫描速度:扫描速度是指激光束在工件表面移动的速度。扫描速度越快,生产效率越高,但也可能导致熔覆层质量下降。因此,在选择扫描速度时,需要根据熔覆层的性能要求和生产效率进行权衡。
4、供粉系统:供粉系统负责将熔覆材料输送到熔覆头,熔覆过程的顺利进行。供粉系统的稳定性和准确性对熔覆层的质量有重要影响。选择供粉系统时,需要考虑其供粉能力、粉末粒度调节范围、粉末利用率等因素。
5、控制系统精度:控制系统精度是指控制系统对激光发生器、光路系统、熔覆头、工作台等部件的控制精度。控制系统的精度越高,熔覆层的成形质量和生产效率就越高。因此,在选择激光熔覆设备时,需要考虑其控制系统的精度是否满足工艺要求。
- 国盛激光熔覆设备
- 激光焊机
- 江苏无锡
- 段总
- 补焊
- 交流
- 金属
- 脉冲



