陕西安烨顺电子科技有限公司面向无锡地区用户推荐振动时效仪去应力机,振动去应力,振动消除应力,震动时效仪。
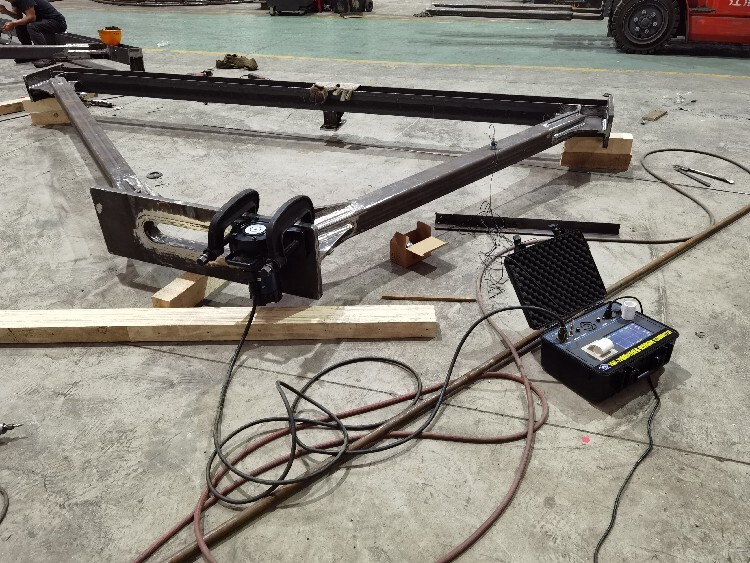
动态跟踪技术 由于工件在振动处理过程中振动参数(如:工件的共振频率、振动加速度、电机电流等)是不断变化的,要求到理想的时效效果设备应根据工件这些参数在时效过程中的变化来 不断地自动调整参数,而且目前国内的时效装置除VSR系列和神力100外都没有自动跟踪和自动调整时效参数的功能,若操作人员忽略调整会影响有些工件的时效效果。例如:工件的共振频率为4500r/min,按JB/T5926-91振动时效参数选择标准应在工件的亚共振区选择激振频率——假如选择4465r/min,在这频率振动处理时,工件的共振频率会慢慢变小,也可能见效到4465r/min以下,若振动时效设备无自动跟踪功能,会仍然在4465r/min上振动,这时的振动已经在过亚共振区进行了,完全不符合标准的要求,同事,也不会达到理想的时效效果。设备的参数 主要指转速的范围、激振力的范围。振动时效是在工件的固有频率下进行振动的,如果工件的固有频率超出设备的转速范围,那么就无法正常地对工件进行振动时效处理。设备的转速范围满足了,还应该有足够大的居住力,如果激振力不够,那么残余应力的消除效果肯定不好。理想的设备是宽的转速范围,大的激振力范围,但是两方面是矛盾的。为了能够达到这个要求,振动时效设备又分为几种规格:A:高转速极限小激振力;B:中转速极限,中激振力;C:中转速极限,大激振力;D:低转速极限特大激振力。目前大多数振动时效设备生产厂家只能生产其中的一种或几种规格,还不具备日系列化生产的能力。 对使用单位来说如果工件的重量较小,选AB规格为宜,如果工件的重量在几吨至十几吨,选BC规格为宜,如果构件重量太大,选CD规格为宜。振动时效设备的选型 由于振动时效设备的使用单位所产生的产品零件大小、重量、形状等的不同,所以所要求的振动时效装置规格也有所不同,虽然每种规格的使用范围比较宽。对振动时效设备的选型应考虑以下几个方面:舍不得参数、设备的技术水平、设备的使用可靠性、生产厂家的售后服务能力、振动时效工艺掌握水平及质保体系。传感器:传感器是用来测试工件的振动情况的,它将工件的实际振动变成电信号传输给微机处理,帮助微机实现对工件的振动监视。 HK系列振动时效装置是根据十多年的振动时效实际工作经验,并对包括美国马丁公司产品在内的多种振动时效装置的实际长期使用、摸索、研究后,结合建伟成熟的振动时效理论及工艺研究而研制成功的具有全自动系统控制体系的振动时效装置,它与现有的振动时效装置相比,的优点是: .控制其中的系统会自动地确定振动时效工艺参数,如果是操作者自己选择参数,当参数不合适时,控制器会自动关机,并告知不合适的原因,指示您再调整。 对振动处理的数据及曲线,微机先记忆起来,然后按操作者的需求方式给予打印。 .由于采用的是软件控制,所以控制器不仅具有可编程功能,而且电子元件个数大大减少,故障率极低,又由于采用的插板式结构,即使一般人员维修起来也特别方便。 4.由于激振器各部分是经过严格挑选的,所以其可靠性大大提高。 5. 一台控制器各可控制多种规格的激振器。 6.时效过程中动态检测工件应力的消除情况,做到适时停机。我公司为某钢厂生产的料箱底座进行振动时效处理的示意图,该见得轮廓尺寸为7500*6300*210mm,为焊接结构件,重量8600Kg. 经扫频处理得该件的一阶固有频率为4520r/min,共振峰值为52.0m/s,我们选择峰值高度52.0m/sde 2/3所对应的转速4479r/min,振动处理17分钟,在振动处理过程中节线明显,振动时效完全达到JB/T5926-2005标准,从而为该厂解决了一大难题。振动焊接技术的特点决定了该项技术的适用性。各种实验验证了该项技术有如下的特点: .焊接结晶过程中振动可使晶粒细化,因此使焊缝材料力学性能显著提高,材料的屈服极限σS、强度极限σb均可提高10%~30%,这有助于防止焊接热裂纹和冷裂纹的发生。 .降低焊接残余应力30%以上,这有助于于防止或减少焊接构件使用中发生裂纹,延长使用寿命,稳定构件的尺寸精度。 .降低焊接变形30%以上,如果采用“予刚度法”和“予应力法”则变形可降低60%以上,达到设计要求。 .由于晶粒细化和残余应力的降低,提高了焊缝断裂韧性20%以上,的提高了焊缝材料抗开裂的能力。 .提高疲劳极限15%以上,提高焊缝疲劳寿命70%以上。这是各种效果的综合值,提高使用寿命这也是各种附加工艺所追求的终目标。 .减少砂眼、跳焊等,使焊接纹理细密,减少根部的应力集中,显著提高焊接质量。 .可免除焊接予热过程或降低予热温度。 .可排除焊后的热时效或振动时效处理。 .显著的防止或减少焊接裂纹,这是振动焊接一项的特点。 根据上述优点,我们不难看出振动焊接技术比起振动时效来说具有更广阔的前途和更大的适用性。可以说振动焊接技术在所有的焊接过程中均可应用,特别是对于焊接中易出现裂纹和变形的构件应先选用振动焊接。对于压力容器,如能采用振动焊接一定会获得更好效果,必将大大增加设备的安全度。