阿克苏连杆锻造


- 面议
- 2024-06-17 04:48:35
- 连杆锻造
- 江苏无锡
- 周经理 13774380046
- 成都圣锐思机电设备有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
用锻造工艺制造汽车发动机的连杆和曲柄连杆机构。由于连杆的金属体积沿轴线呈大头、杆身、小头分布,因此,一般连杆在锻造成形时要行制坯,通常采用拔长、滚挤等工步预分金属。又由于连杆的杆身多采用“工字形”的截面,为了避免因金属流动不合理出现折叠等锻造缺陷,同时也为了有利于锻件充满及模具寿命的提高等因素,连杆模锻成形时一般采用预锻、终锻两个工步。由于连杆锻件在切边、热处理及清理时易出现翘曲、端面不平等缺陷,为了连杆锻件较高的形位公差及重量公差,一般在清理工序后进行冷校正及冷精压等工序。由于零件的重要性,连杆锻件一般要进行探伤检测。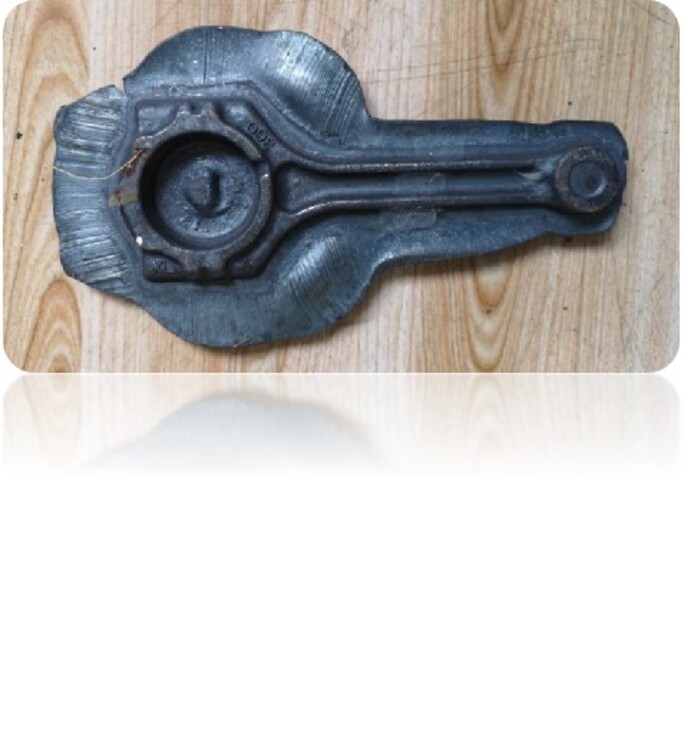
自由锻。或在锻造设备的上、下砧铁之间直接对坯料施加外力,使坯料产生变形而获得所需的几何形状及内部质量的锻件的加工方法。 采用自由锻方法生产的锻件称为 自由锻件。自由锻都是以生产批量不大的锻件为主,采用锻锤、液压机等锻造设备对坯料进行成形加工,获得合格锻件。 自由锻的基本工序包括镦粗、拔长、冲孔、切割、弯曲、扭转、错移及锻接等。自由锻采取的都是热锻方式。
为了获得高的精度应注意防止下死点处过载,控制速度和模具位置。因为这些都会对锻件公差、形状精度和锻模寿命有影响。另外,为了保持精度,还应注意调整滑块导轨间隙、刚度,调整下死点和利用补助传动装置等措施。还有滑块垂直和水平运动(用于细长件的锻造、润滑冷却和高速生产的零件锻造)方式之分,利用补偿装置可以增加其它方向的运动。上述方式不同,所需的锻造力、工序、材料的利用率、产量、尺寸公差和润滑冷却方式都不一样,这些因素也是影响自动化水平的因素。
一般的中小型锻件都用圆形或方形棒料作为坯料。棒料的晶粒组织和机械性能均匀、良好,形状和尺寸准确,表面质量好,便于组织批量生产。只要合理控制加热温度和变形条件,不需要大的锻造变形就能锻出性能优良的锻件。铸锭仅用于大型锻件。铸锭是铸态组织,有较大的柱状晶和疏松的中心。因此通过大的塑性变形,将柱状晶破碎为细晶粒,将疏松压实,才能获得优良的金属组织和机械性能。
经压制和烧结成的粉末冶金预制坯,在热态下经无飞边模锻可制成粉末锻件。锻件粉末接近于一般模锻件的密度,具有良好的机械性能,并且精度高,可减少后续的切削加工。粉末锻件内部组织均匀,没有偏析,可用于制造小型齿轮等工件。但粉末的价格远一般棒材的价格,在生产中的应用受到一定限制。
对浇注在模膛的液态金属施加静压力,使其在压力作用下凝固、结晶、流动、塑性变形和成形,就可获得所需形状和性能的模锻件。液态金属模锻是介于压铸和模锻间的成形方法,特别适用于一般模锻难于成形的复杂薄壁件。锻造用料除了通常的材料,如各种成分的碳素钢和合金钢,其次是铝、镁、铜、钛等及其合金之外,铁基高温合金,镍基高温合金,钴基高温合金的变形合金也采用锻造或轧制方式完成,只是这些合金由于其塑性区相对较窄,所以锻造难度会相对较大,不同材料的加热温度,开锻温度与终锻温度都有严格的要求。
- 圣锐思
- 连杆锻造
- 锻造加工
- 江苏无锡
- 周经理



