宜昌聚四氟乙烯挡圈四氟挡圈






- 面议
- 2024-12-19 09:07:16
- 聚四氟乙烯挡圈,PTFE挡圈,四氟挡圈,F4挡圈
- 湖北武汉
- 施网兰 13775300233
- 扬中市汉中密封件有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
化工生产厂在一定的温度和压力条件下进行,工艺要求严格,所涉原料有各种气体、液体、固体,物性千差万别,需要各种类型的生产设备。但是这些与介质接触的设备在生产中每时每刻都被腐蚀,从而严重地制约了化工等工业的发展。在科技不发达情况下,人们总是在金属中寻找抗腐剂。但这些设备往往体重,不能解决大量的腐蚀问题。之后,人们才开始摸索用非金属来替代金属。塑料先在我国得到应用的是聚四氟乙烯,接着聚四氟乙烯、聚三氟乙烯、聚全氟乙丙稀等氟塑料以及聚乙烯、聚丙烯、ABS等热塑性塑料接踵。
随着科技进步,传统耐蚀非金属材料制防腐蚀设备发展日益完善,新型耐蚀非金属材料制品不断涌现。在采用新技术、新材料开发防腐蚀新产品的浪潮中,聚四氟乙烯防腐蚀产品一枝秀,迅速发展。聚四氟乙烯(简称PTFE)具有高度化学稳定性,他能耐几乎所有的常用强腐蚀、氢氧化性化学物质,同时还具有耐高温的特点,所以它是一种理想的防腐蚀材料。通过加工成型工艺的研究,聚四氟乙烯防腐蚀产品在工业中的应用愈来愈广泛了。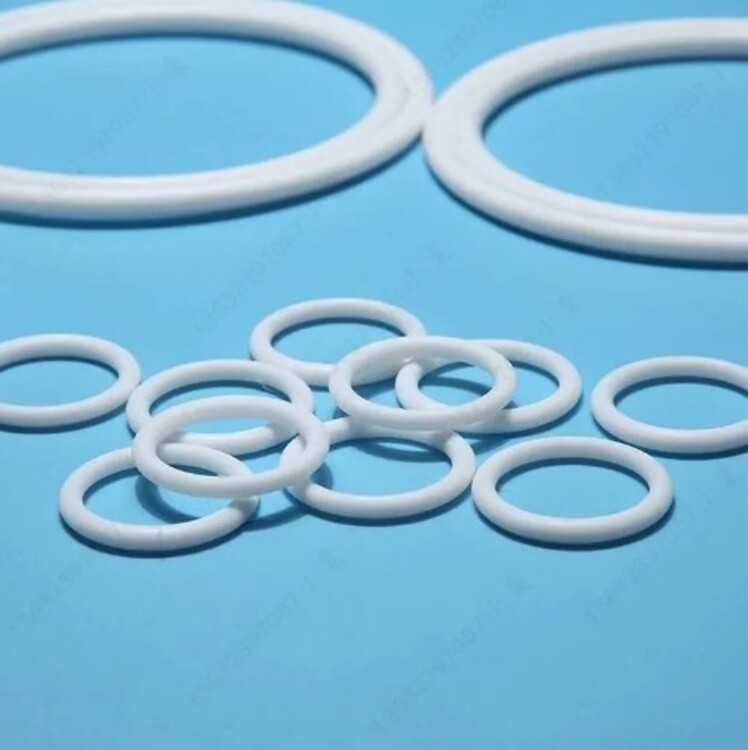
聚四氟乙烯材料切削工艺特点及切削参数的选取 聚四氟乙烯材料的刚度、硬度、强度都相对较小,其拉伸强度为21-28MPa,弯曲强度为11-14MPa,伸长率为250%-300%。在应力长期作用下会变形,过载时容易出现蠕象。由于聚四氟乙烯以上性能特点,导致其在切削加工时具有特的工艺特点。
聚四氟乙烯材料的切削工艺特点 切削力小。由于聚四氟乙烯刚度、强度、硬度均较低,在相同的切削条件下,切削45钢的主切削力是切削聚四氟乙烯材料的14-20倍聚四氟乙烯材料具有较小的导热系数,仅为0.27W/M·K-1,加之较低的耐热温度,其耐热温度仅为250℃。若切削量过大、切削速度较高,工件的切削温度则会升高,会使聚四氟乙烯材料发生软化,甚至出现熔化、焦化和“粘刀”现象。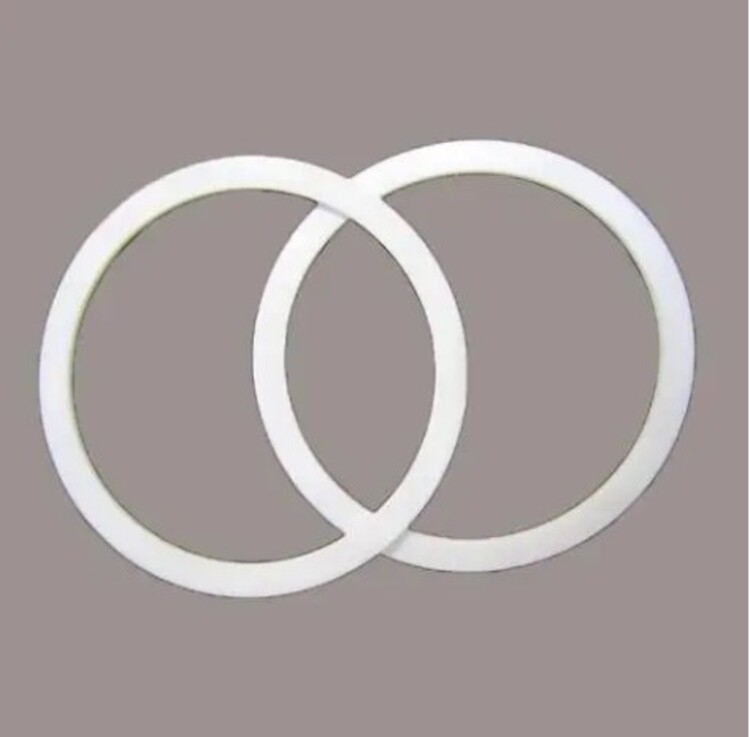
聚四氟乙烯具有较大的热膨胀系数,因此聚四氟乙烯材料在切削过程中会因摩擦产生较大的热量,容易和工件的局部过热,从而导致聚四氟乙烯工件受热发生弹性变形,终影响聚四氟乙烯材料工件的表面质量和尺寸精度。
相对于金属材料,聚四氟乙烯的弹性模量很低,当切削加工进给量过大或转速过快时,较大的加工摩擦力以及施加给工件的力共同作用,导致聚四氟乙烯工件产生较大的变形,从而影响聚四氟乙烯工件的加工精度。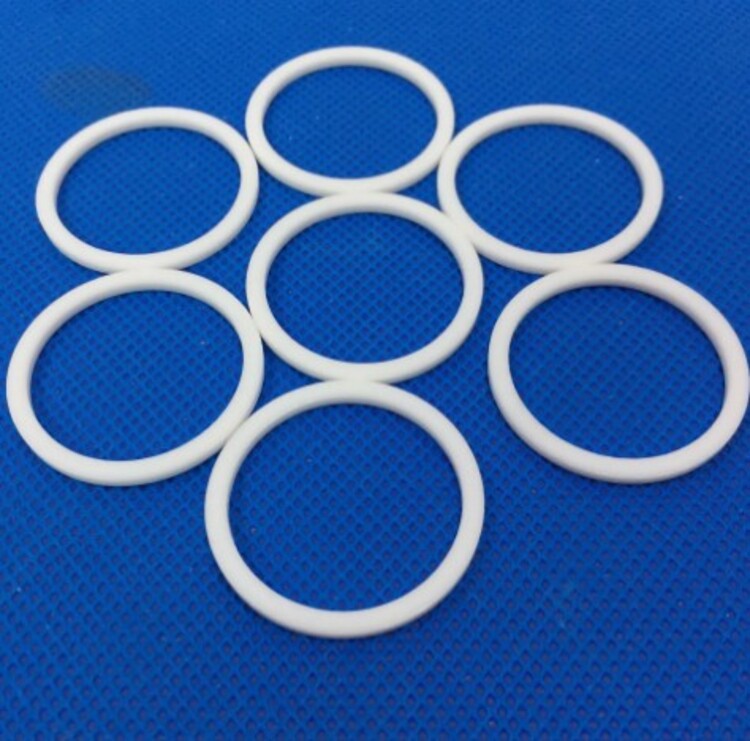
材料的选择 聚四氟乙烯材料在切削时,材料一般为碳素工具钢、合金工具钢和高速钢等。相对于而言,工件材料的硬度较低,因此的硬度对于聚四氟乙烯材料工件的加工质量影响不大。 的几何参数 前角:对于聚四氟乙烯材料,由于工件材料强度、硬度较低,应选取相对较大的前角,从而减小切削力并降低切削热。 后角:聚四氟乙烯材料硬度、强度低,塑性越大,因此在机械加工时应选择较大的后角,从而减小和聚四氟乙烯工件之间的摩擦力,进而降低工件的局部过热现象,提高工件表面的加工质量。
- 聚四氟乙烯挡圈,PTFE挡圈,四氟挡圈,F4挡圈
- 挡圈
- 湖北武汉
- 施网兰



