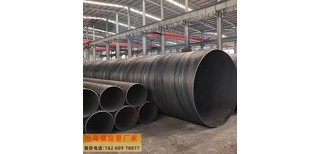
贵港防腐螺旋钢管供应,排水管道工程


- ¥3020.00
- 2024-11-16 16:39:04
- 5-30mm mm
- 0.02426615
- 防腐螺旋钢管,自来水给水钢管,自来水排水..
- 湖北武汉
- 孙总 18260978077
- 广西南宁沧海钢材有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
螺旋钢管焊接方式为埋弧焊;成型工艺,前摆式断续生产;机组速度,0.5--3m/min;焊接速度,0.5--3m/min。机组由开卷机、矫正机、对中装置、液压剪、铣焊机、圆盘剪、铣边机、板面清扫设备、递送机、板边预弯设备、成型机、内焊、外焊、飞边、拨出、倒渣、补焊、平头倒棱、水压检验、成品检验、除油收集组成。螺旋钢管的埋弧焊接全过程如下:螺旋钢管-埋弧焊的原理:埋弧焊是利用电弧热能进行焊接的,与手工焊条电弧焊不同的是:埋弧焊的焊丝是的,上面没有涂料,埋弧焊的确焊剂是预先铺在待焊处的,埋弧焊焊丝伸入焊剂中,电弧是在焊剂下燃烧的。焊丝与工件接触,按下启动按动钮后,焊丝与工件通电的瞬间,焊丝回抽,电弧引燃,焊接小车向前进,焊丝连续下向输送,维持电弧在焊剂层下燃烧,在电弧下方形成焊接熔池。在电弧周围,焊剂熔化形成一个空洞,。这个空洞和熔池不断前进,而熔池后方的金属凝固,形成连续的焊缝。这个过程由于是在焊剂下进行的,因此,我们用肉眼是看不到的。借助于X射线摄影可以看到。由于螺旋钢管采用埋弧自动焊的焊接技术,除了此种的生产;生产时间少,节省了换焊条的时间;焊接条件干净无飞溅,节省了清理的时间;焊缝质量高。也为螺旋钢管厂的交货提供了必要的条件,使得量大的螺旋钢管生产时间得到,因此还是被广泛采用着。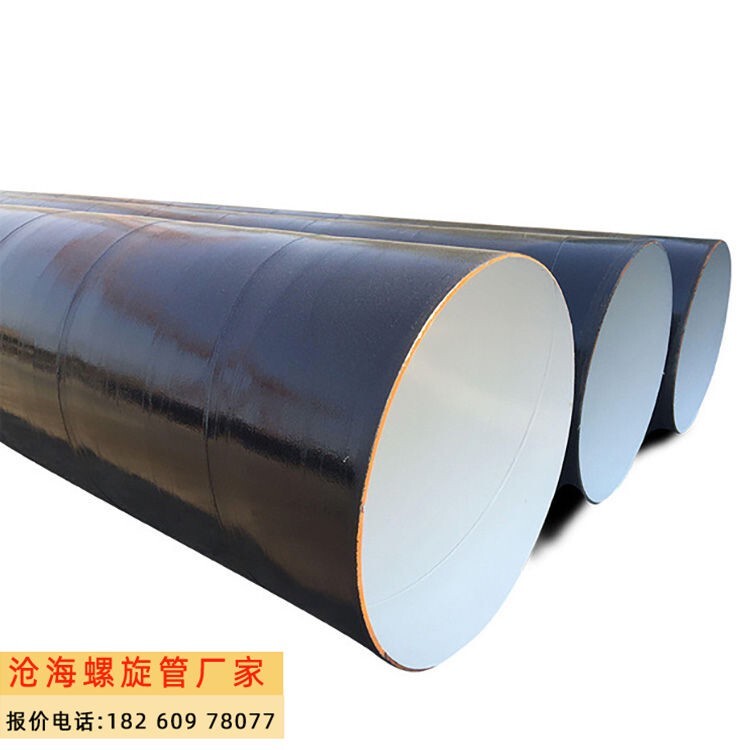
外涂层涂敷采用高压挤出缠绕工艺,地提高了致密性,涂层坚韧耐磨,抗冲击性及抗弯曲性优良,能有效防止施工中的机械损坏及使用过程中的植物根系和土壤环境应力的损坏。4.内外同时防腐,内环氧外三PE实现了同步涂覆,同步固化成膜的核心技术,内外表面同时进行涂覆不仅大大减少了喷涂时间,提高了工作效率,并且涂覆过程中,钢管在内外涂层的同时包裹下,限度的减小了热量的散失,充分利用了钢管中的潜热,进一步提高了热效率。近年来,针对管道涂层在使用过程中遇到的新问题和新要求,各国涂层生产商或在传统FBE、3LPE基础上进行材料改进或研发新型涂层,目前已取得一些具有实际应用价值的成果,并逐渐在生产中得到应用。外壁采用热熔结缠绕工艺底层环氧树脂、中间层胶黏剂、外层聚乙烯形成三层结构的防腐层,内壁采用热喷涂环氧粉末防腐方式,将粉末经高温加热熔结后均匀地涂敷在管体表面上,形成钢塑复合层,提高了涂层附着力及涂层厚度,增强了耐磕碰,耐腐蚀的能力。
三布四油具有的电绝缘性、抗水渗透性、抗微生物侵蚀、抗杂散电流、耐热、耐温差骤变等优良性能。tpep防腐钢管厂家介绍TPTP防腐钢管底层是环氧树脂、中间层胶黏剂、外层聚乙烯形成的三层结构为一体的防腐层,内壁采用热喷涂环氧粉末防腐,粉末经高温加热熔结涂敷在管体表面上,形成钢塑合金层。熔结环氧粉末钢管分为两种(单层和双层),相比较而言双层环氧粉末是为理想的防腐层,施工原理是指采用单层熔结环氧粉末作为底涂层,采用改性熔结环氧粉末作为外防护层,使防腐层性能显著提升,达到了高温抗渗透性、耐高温性能和抗冲击力的要求,保留了单层熔结环氧粉末防腐层与阴极保护的相容性能。TPEP防腐钢管即为外缠绕三层聚乙烯内熔结环氧防腐钢管。他延续了传统钢管强度高,整体性强,可塑性好,能承受较高的外压和内压,对地基的适应性好的优点。
- 防腐螺旋钢管,自来水给水钢管,自来水排水..
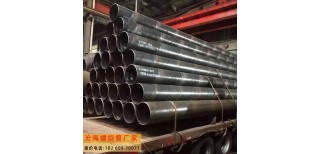
- 螺旋管
- 湖北武汉
- 孙总
- 5-30mm mm
- 0.02426615
- 单色
- 356 Mpa
- 6-12m m
- Q235A
- 华岐
- 螺旋管
- 426*12
- 本厂



