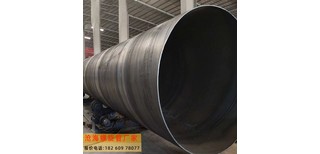
河西大型螺旋钢管厂家非标长度

- ¥3652.00
- 2024-11-17 13:18:19
- 6-30mm mm
- 0.0246615
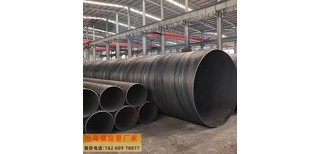
- 螺旋管
- 湖北武汉
- 孙总 18260978077
- 广西南宁沧海钢材有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
防腐螺旋钢管厂家产品简述:防腐管是指采用特殊工艺对普通钢管进行防腐化处理,使钢管具有一定的防腐能力。一般用于防水,防锈,防酸碱,防氧化等,防腐钢管厂(防腐管)是指采用特殊工艺对普通钢管进行防腐化处理,使钢管具有一定的防腐能力。一般用于防水,防锈,防酸碱,防氧化等。PE(聚乙烯)防腐管就是用科学的的工艺加工而成的管状物品,它广泛应用于石油输送管线、天然气输送管线、城市燃气输送管线、城市供水输送管线、水煤浆输送管线等方面。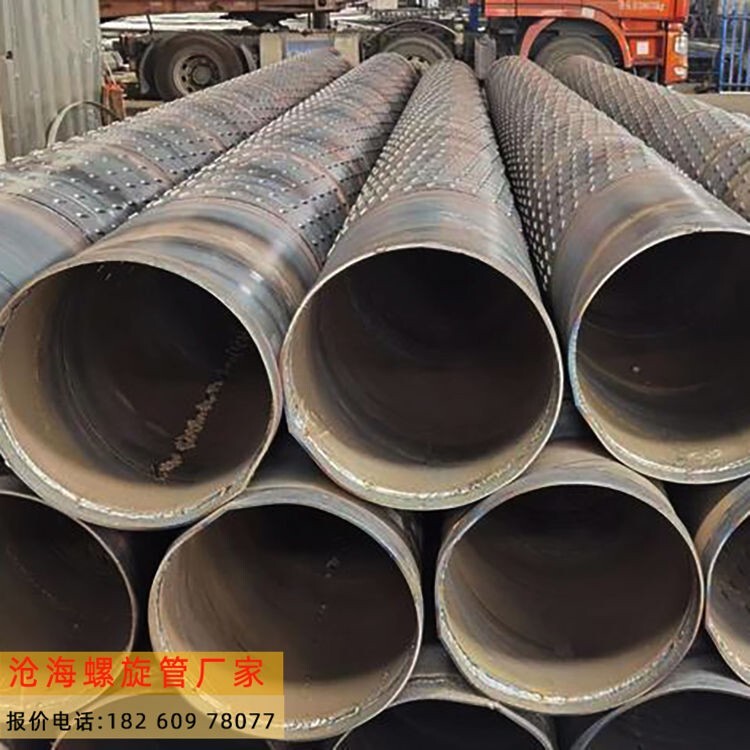
防腐螺旋钢管厂家在冶炼控制严格的情况下,防腐螺旋钢管有可能出现分层缺陷,其控制措施为:
1、提高防腐螺旋钢管管坯的塑韧性 提高钢水的洁净度,减少有害夹杂;增加连铸坯等轴晶比例,减少中心偏析和中心疏松;采用合理的冷却制度,避免铸坯内部出现内裂纹;对下线铸坯或连轧坯采取缓冷工艺,减少内部应力,从而管坯和成品管材的组织和力学性能满足技术标准要求;
2、防腐螺旋钢管厂家合理控制加热温度 通过测定热塑性曲线,选择的加热温度。管坯加热还要注意有足够的保温时间,以降低变形抗力和提高塑韧性;
3、防腐螺旋钢管厂家降低轧辊转速 轧辊转速是穿孔工艺的关键参数,轧辊转速由低向高变化过程中,存在一个开始出现分层的临界轧辊转速。轧辊转速较低时,管坯容易形成孔腔;轧辊转速较高时,管坯和毛管容易形成分层缺陷。为了消除管坯和毛管分层缺陷,应把轧辊转速降低到开始出现分层的临界轧辊转速以下。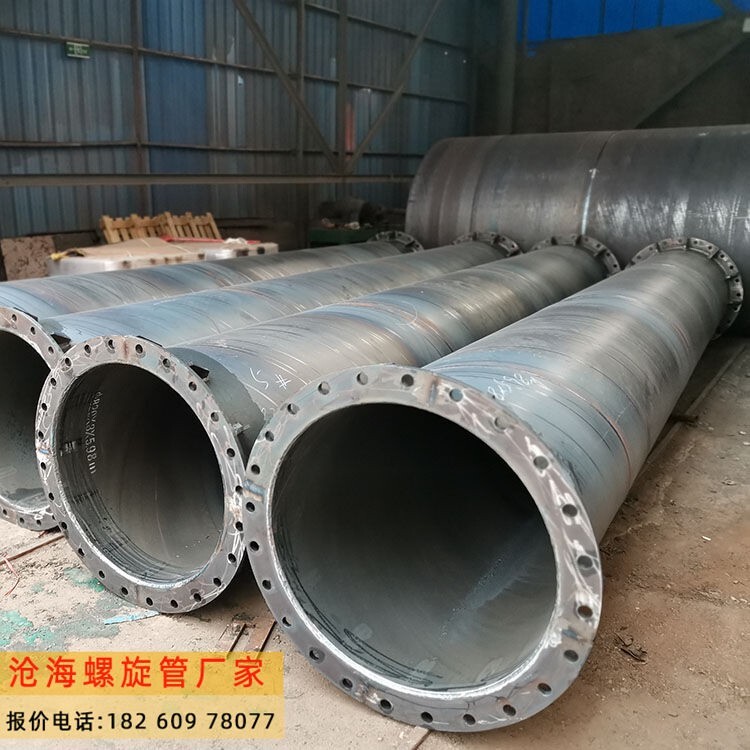
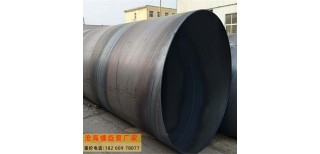
大口径螺旋钢管采用的自动螺旋缝双面埋弧焊机组,与剪切、平头、静水压试验机、传送机和坡口机等组成生产线。其工艺流程如下:
原材料检查→拆卷→初矫→切头对焊→精矫→铣边→递送→成型、内外焊→焊渣清除、外检→自动补焊、X射线检查、拍片及手动超声波探伤复检→管端坡口加工→静水压试验→自动测长、称重→涂层、标志→入库。
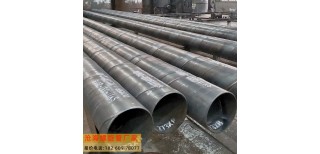
螺旋缝双面埋弧焊钢管是采用带钢在常温下成型,经连续焊接而成,并经过严格的理化检验、无损探伤、水压试验等检测手段,产品按GB/T19002-94、ISO9002-94质量体系和GB/T9711.1-1997、SY/T5037-92、APISpec5L标准组织生产。螺旋缝双面埋弧焊钢管质量标准符合DL5017-93标准的要求。GB/T9711.1-1997(A级石油天然气管)、SY/T5037-92(低压螺旋埋弧焊管)、APISpec5L<输送钢管》为产品标准,其质量符合《压力钢管制造安装及验收规范》DL5017-93的要求。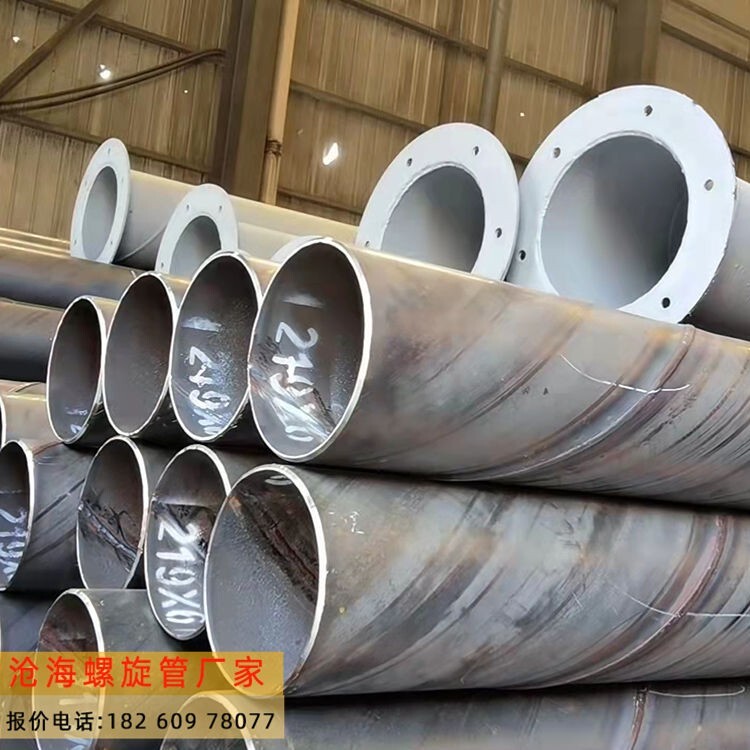
简单分析碳钢螺旋钢管研发设计工艺是以连续送时的焊丝作为电极和填充金属。焊接时,在焊接区的上敷一层颗粒状焊剂,电弧在焊剂层下燃烧,将焊丝端部和局部母材熔化,形成焊缝。在电弧热跟用处下,上部分焊剂熔化熔渣并与液态金属产生了冶金反应。熔渣浮在金属熔池的表面。yt008公称口径与实际不相同,按规定壁厚有普通钢管和加厚钢管两种。公司常年研发生产国家指标螺旋焊管,螺旋钢管,厚壁螺旋钢管,双面埋弧螺旋焊管,螺旋焊接钢管,直缝钢管,直缝焊管,直缝焊接钢管,大口径直缝钢管研发生产量达到15万吨,目前库存螺旋钢管,厚壁螺旋钢管,螺旋焊管。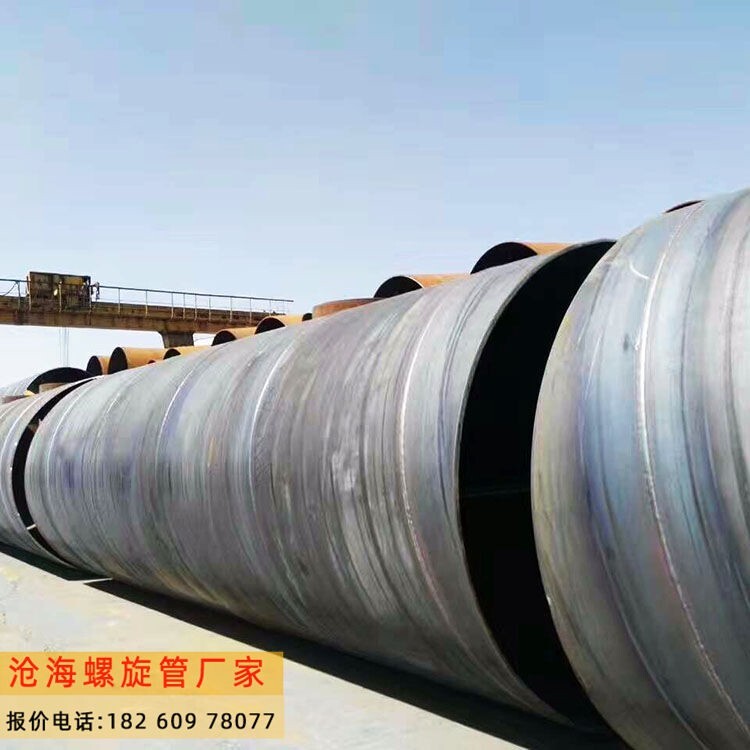
螺旋焊接钢管工艺特点
a. 成型过程中,钢板变形均匀,残余应力小,表面不产生划伤。加工的螺旋钢管在直径和壁厚的尺寸规格范围上有更大的灵活性,尤其在生产高钢级厚壁管,特别是中小口径厚壁管方面具有其他工艺无法比拟的优势, 可满足用户在螺旋钢管规格方面更多的要求。
b. 采用的双面埋弧焊的工艺,可在佳位置实现焊接,不易出现错边、焊偏和未焊透等缺陷,容易控制焊接质量。
c. 对钢管进行的质量检查,使钢管生产的全过程均在有效的检测、之下,有效地了产品质量。
d. 整条生产线的全部设备具备与计算机数据采集系统联网的功能,实现数据即时传输,由控制室对生产过程中的技术参数。
螺旋焊接钢管堆放规则
1、螺旋钢管堆码的原则要求是在码垛稳固、确保安全的前提下,做到按品种、规格码垛,不同品种的材料要分别码垛,防止搅浑和相互侵蚀;
2、禁止在螺旋钢管垛位四周存放对钢材有侵蚀作用的物品;
3、螺旋钢管垛底应垫高、坚固、平整,防止材料受潮或变形;
4、同种材料按入库先后分别堆码;
5、露天堆放的螺旋钢管型钢,下面必需有木垫或条石,垛面略有倾斜,以利排水,并留意材料安放平直,防止造成弯曲变形;
6、螺旋钢管堆垛高度,人工功课的不超过1.2m,机械功课的不超过1.5m,垛宽不超过2.5m;
7、垛与垛之间应留有一定的通道,检查道一般为0.5m,出入通道视材料大小和运输机械而定,一般为1.5~2.0m;
8、露天堆放角钢和槽钢应俯放,即口朝下,工字钢应立放,钢材的I槽面不能朝上,以免积水生锈;
9、垛底垫高,若仓库为向阳的水泥地面,垫高0.1m即可;若为泥地,须垫高0.2~0.5m。若为露天场地,水泥地面垫高0.3~0.5m,沙泥面垫高0.5~0.7m。
螺旋钢管厂家的主要发展方向是: (1)设计出产新结构的钢管,如双层螺旋大口径螺旋钢管,即用厚度为管壁一半的带钢焊成双层管,不仅强度比同厚度的单层管高,且不会泛起脆性破坏;(2)开发新钢种,进步冶炼工艺技术水平,广泛采用控制轧制和轧后余热处理工艺,以不断进步管体的强韧性和焊接机能;(3)鼎力发展涂层管,如在管内壁涂以防腐层,不仅可延长使用寿命,且可改善内壁的光滑度,目前国内直径大螺旋钢管是3.62米,可生产的大厚度是25.4mm,有些螺旋管厂家忽悠消费者可生产30mm乃至40mm的厚度,纯属误导消费者,误导螺旋钢管使用时的设计人员,降低流体摩擦阻力,减少积蜡和污垢,减少清管次数,降低维修用度;(4)出产大直径厚壁管以进步耐压能力。大口径螺旋钢管公司让一切变得更美好,蓬勃的发展着。
- 螺旋管
- 螺旋管
- 湖北武汉
- 孙总
- 6-30mm mm
- 0.0246615
- 单色
- 236 Mpa
- 12m m
- Q235B
- 螺旋管
- 426*12
- 本厂



