淄博回收二手塑料托盘,回收托盘厂家






- 面议
- 2025-01-05 10:44:53
- 二手塑料托盘
- 湖北武汉
- 郝维 15810158595
- 天津万恒仓储设备有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
托盘的统计表明,现阶段中国托盘在使用中基本是企业内部周转。对于生产企业,其所拥有的托盘不出企业,托盘的使用范围于从企业的仓库到运输环节之间的搬运。对于物流企业,托盘也局限于企业内部调配使用,尚没有形成一个托盘顺畅流通的机制。
由于托盘的规格标准不统一,使中国的托盘使用不能与国际运输器具如国际通用的集装箱等相匹。企业为了能适应相关的国际运输工具,不得不向托盘生产企业订购与该企业周转使用规格不一致的托盘,从而增加了企业的出口成本,降低了产品的国际竞争力。
托盘上货架时,应保持托盘在货架横梁上地平稳放置,托盘长度应大于货架横梁外径50mm以上。冷库中或是高强度使用环境时适合选用哪种塑料托盘? 正负40℃,不能用聚丙烯做的 聚丙烯这种材料不能抗低温。如果您在冷库中托盘需要上货架的话 好选用双面托盘, 货没有这么重可以选择田字的或者川字托盘。另:在低温环境下使用,实践证明,改性聚丙烯可以完全胜任。改性聚丙烯为聚乙烯与聚丙烯的高温不完全聚合产物。他兼具了聚丙烯的韧性,聚乙烯的耐低温,物理性质稳定,抗磨耐摔。大型化工企业,低温冷库等环境一般建议使用该种材料。
可以采用低压高密度聚乙烯生产的塑料托盘,纯原料生产的塑料托盘可以耐受零下30℃的低温。采用挤出--吹塑一次成型的高强度吹塑托盘,一般均会采用HMWHDPE塑料进行吹塑成型,其重均分子量达到35~40万左右;这种塑料原料具有对环境温度的适应能力,可以在-40~40℃环境中稳定使用,是需要高强度使用环境的塑料托盘,由于这种高强度吹塑托盘选择的塑料原料成本高,加工过程技术难度较高,产品的使用寿命特别长,可以达到5~10年。虽然一次购买时价格会较高,但是综合使用成本确是较低的。需要高强度使用时,可以选择这种高强度的吹塑托盘。
众所周知,塑料托盘就其原子组成,无非还是碳和氢,所以回收以后,进行焚烧发电是一种很好的解决办法,国外已有成熟的经验可借鉴。当然,废塑料可以再生燃油,则更是诱人的好办法。DOw化学公司技术部门估计,每磅PS的能量相当于2号燃油的75%(二万英国热单位BTU)。此外,回收后的塑料托盘可以再生造粒作为注塑材料,中国也有人用再生PS粒重新浸渍,这种再生塑料托盘做成的塑料托盘板材,其质量尚可,具有一定的工业价值。塑料托盘废物做成油漆、胶水也是成功的经验。据称,用废塑料托盘可以重新分解成苯乙烯单体,当然做成这件事,要有大量的废塑料托盘的供应。综上所述,所谓的塑料托盘“白色污染”,实质上就是废弃塑料托盘的回收问题。显然,不乱扔废物,要求全体国民认真做到也确实是件颇为艰巨的工作。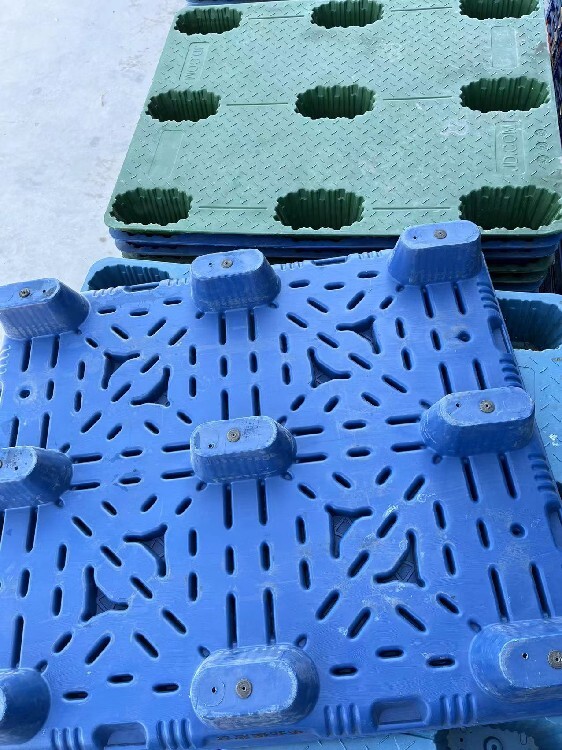
“回收塑料托盘、才能发展塑料托盘”。“白色污染”是由于塑料托盘的废弃物所造成的。大量废弃塑料托盘不回收,对环境造成污染是人们所不能接受的,一些地方和部分行业拒绝塑料托盘制品,就足以说明问题严重性。显然我们把回收工作做好了,消除了污染物,又可变废为宝,这样塑料托盘行业就可以毫无顾忌地得到发展,塑料托盘的许多优点在包装行业得到充分的发挥,为保护商品、美化商品,减少由于包装不善而造成的损失。
塑料托盘的特征: 1.挠曲力:即时的挠曲力可以阻止托盘上货物在被叉车托起时散落; 2.弯曲:塑料托盘在被放到货架上之后,其弯曲会逐渐增加,在自动货仓中弯曲不能超出十毫米; 3.抗撞击性和性; 4.使用性:重量轻,操作简单,叉车容易进入,稳定的尺寸; 5.动载:使用叉车一次所能允许举起的大重量;静载:在码垛中,下面的托盘所能承受的大重量;架空荷载:将托盘包装的货物放在货架上时允许的大重量。荷载量的不同与货架、温度及仓储期有密切关系; 6.卫生:不腐烂,不吸收水分,易冲洗,易晾干,没有虫和细菌; 7.安全:重量轻,没有钉子,突起物; 8.使用寿命长,可回收再利用。
塑料品种 软化或熔融范围/°c 塑料品种 软化或熔融范围/oc 聚醋酸乙烯 35~ 85 聚氧化甲烯 165~185 聚苯乙烯 70~115 聚丙烯 160~170 聚氯乙烯 75~90 尼龙12 170~180 聚乙烯 密度0.92/ cm3 110 尼龙11 180~190 密度0.94/ cm3 约120聚三氟氯乙烯200~220 密度0.96/ cm3 约130 尼龙610 210~ 220 聚-1-丁烯 125~ 135 尼龙6 215~225 聚偏二氯乙烯115~ 140(软化) 聚碳酸酯 220~ 230 有机玻璃 126~ 160 聚-4-甲基戊烯-1 240 醋酸纤维素 125~175 尼龙66 250~260 聚丙烯腈 130~ 150(软化)聚对苯二甲酸乙二醇酯250~260
双面型组装式托盘,即将双面型整体式托盘分为上下两片,分别注塑成型后再组装而成。虽然此产品需2副模具,但模具结构大大减化,模具总投资仍比整体式便宜,同时对设备锁模力的要求也降低了,锁模力≥1500吨即可,一般塑料加工厂均比较容易做到。这种生产方式可能成为塑料托盘生产的主流。
- 二手塑料托盘
- 二手塑料再生设备
- 湖北武汉
- 郝维



