珠海型材散热器原装现货,型材散热器外壳




- 面议
- 2025-01-15 06:08:15
- 型材散热器
- 浙江温州
- 唐工 13358051631
- 东吉(东莞)散热科技有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
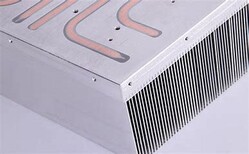
水冷板的焊接方式有:氮气保护钎焊,真空钎焊,氩弧焊,搅拌摩擦焊等。焊接方式的选用与材质和产品的厚度有关,氮气保护钎焊和真空钎焊通常适用于产品壁薄,质量小的产品如热交换器,雷达天线等,焊接母材通常选用AL3003,AL4004,AL4045,AL4043等;氩弧焊接由于起弧温度高,加上有氩气保护,可以焊接任意形式铝材,但是由于氩焊温度高,焊接的母材需比较厚,焊接时容易产生局部变形,焊缝需要后加工处理,加工面有砂眼,裂纹等缺陷。氩焊通常采用手工操作,具有不稳定性。搅拌摩擦焊接特别适用于铝合金的焊接,具有缺陷率低、绿色环保的技术特点,是厚壁较大型的冷板制作的焊接工艺。以上无论何种焊接方式,焊缝周围都需要注意材料无杂质,否则影响焊接产生缺陷。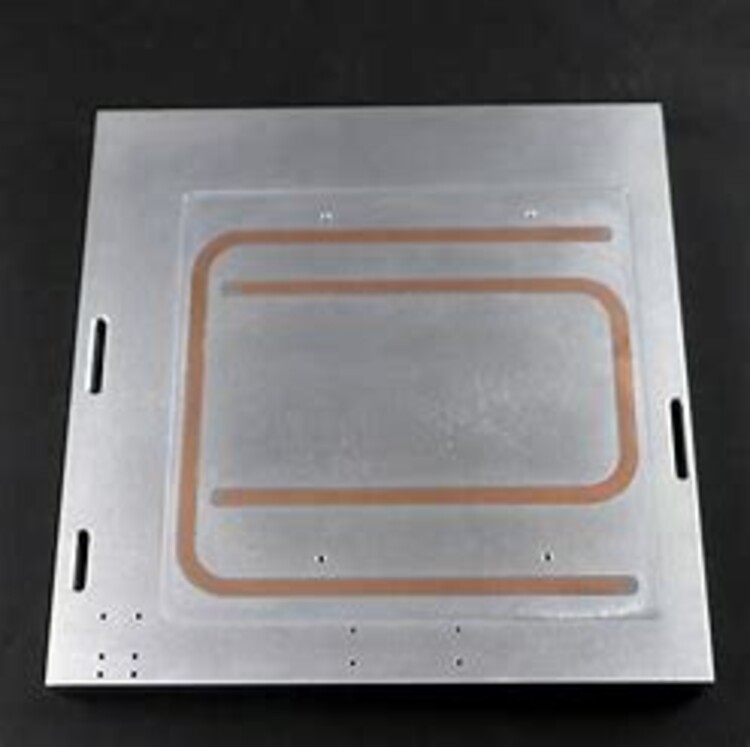
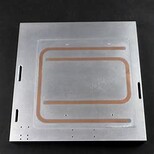
冷板因为要布置流道,所以通常采用上下板块结合的方式,基体采用CNC机械加工流道或者大批量制造的压铸基体及铸造与埋管的结合工艺,另外也可以辅助其他的如深孔加工的方式;盖板采用CNC机械加工或者其他诸如冲压、水切割等方式制作。基体与盖板采用焊接的方式加以连接,形成一体化的水冷板。焊接面和管道结合孔尽量避开吸热面;管道接头依客户要求,需要考量螺纹连接方式,规格,强度等。
焊接设计要注意: Ø采用氩弧焊接需要开适合焊接的斜坡口; Ø钎焊、搅拌摩擦焊需要严格控制焊缝的间隙,间隙在0.05~0.10mm之间; Ø无论何种焊接方式对焊料的选择都焊料与母材的材质相近,否则因产品处于盐溶液当中产生原电池反应腐蚀焊缝。 Ø对于焊接会产生变形,焊接前产品需对厚度留有余量,以免后加工使产品尺寸无法
在产品首批测试的时候,由于无法知道产品确切的能抗多少压力,所以测试的时候不可一次性将产品内通入大的压力,可以逐步从低压(20%,50%测试压力)往产品内通入介质,保压3~5分钟,观察产品是否变形、泄露,后增加至测试压力,观察是否泄露变形,产品在无法抵抗压力爆裂前都会变形,可以通过量块检查平面度来检测。
推动水冷板不断迭代和发展的一个重要因素是:提高导热效率。 提高导热效率通常有以下几种方案: (1)提高冷板与电芯的接触面积; (2)提高冷板与电芯之间界面的导热率; (3)提高冷板自身(材料)的导热性能; (4)调整流道设计,提高流体自身的换热效果; (5)不同冷板布置方案。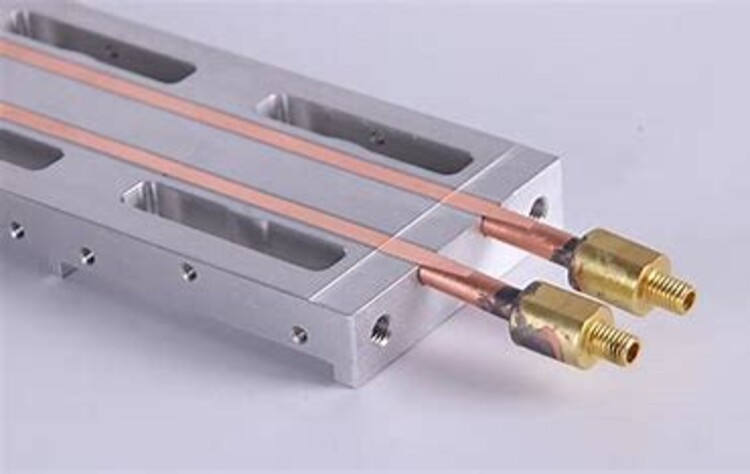
在上述两点确认后,冷板设计的重心基本就集中到了提高冷板与电芯的接触面积、调整流道设计,提高流体自身的效果上来。这种变化我们可以从法雷奥对于不同充电功率所需冷却效果(综合换热系数)的划分上对比来看。
- 型材散热器
- 散热器
- 浙江温州
- 唐工



