白城出售冷弯成型机械设备,冷弯成型机械设备厂商





- 面议
- 2024-10-28 15:54:15
- 冷弯成型机械设备
- 浙江温州
- 王泽顺 18824822002
- 佛山市南海区弯达机械厂

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
冷弯成型过程中,金属板材的利用率相对较高,因为该过程不涉及材料的熔化和重新凝固,避免了材料在加热和冷却过程中的损失。此外,的弯曲控制减少了废料和余料的产生。
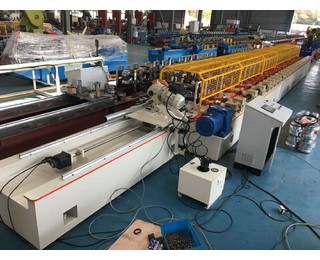
冷弯机,也称弯拱机,主要应用于隧道,地铁,水电站,地下洞室等工字钢,槽钢角钢U型钢等型材的弯曲。冷弯机是隧道支护钢拱架加工制作的新型设备。它由底座、机械传动、冷弯系统、液压系统、电器控制系统和辅助系统等六大部分组成。
油缸压头上的两根钢制的连接杆与夹紧杆相连接,能使夹紧杆摆动。这种连接杆是特殊的机构,它能工作负荷作用于连接杆的端部而不在轴销上。这样,大直径油缸的所有压力作用于连杆上。当油缸压头向前推动时,夹紧杆把钢材夹住。然后,整个夹紧杠杆组和滑架推向前移。弯制时从油缸压头来的推力作用于肋骨上。如此安排的夹紧杆,使夹具作用于肋骨面的压力是相同的。
该机由冷弯机本体、油压装置及其附属的输送辊以及控制装置所构成。此外,根据作业上的需要,尚可在该机的左右两边配置小车和辊道传送装置。控制台为移动式,能自由地移至工作方便的地方,实现远距离操纵,操作全部用按钮。弯曲时可一面注视预绘在型钢上面的型线,一面操纵按钮进行准确地弯曲,由于按钮全部是点动式,手指一离开按钮动作即停止。
有芯弯管的工作原理如图2所示,具有半圆形凹槽的弯管模1,由电动机经过减速装置带动旋转,管子4置于弯管模盘上用夹块2压紧,压紧导轮3用来压紧管子的表面,芯轴5利用芯轴杆6插人管子的内孔中,它位于弯管模的中心线位置。
无芯弯管是在弯管机上利用反变形法来控制管子断面的变形,它使管子在进人弯曲变形区前,预先给以一定量的反向变形而使管子外侧向外凸出,用以抵消或减少管子在弯曲时断面的变形,从而弯管的质量。 图3所示为无芯弯管的工作原理,管子5置于弯管模1与反变形滚轮3之间,用夹块2压紧于弯管模上。当弯管模由电动机带动旋转时,管子发生弯曲。反变形滚轮使管子5压紧产生反变形,导向轮4的凹槽为半圆形,只起引导管子进入弯管模的作用。
- 冷弯成型机械设备
- 冷弯成型机
- 浙江温州
- 王泽顺



