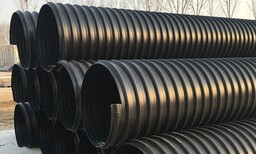
龙岗DN300钢带增强螺旋波纹管





- ¥12.00
- 2025-01-15 13:17:28
- HDPE
- 6m
- HDPE钢带增强螺旋波纹管,钢带螺旋波纹管,..
- 山东潍坊
- 李水胜 18022166170
- 佛山市盛畅管业科技有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
钢带管要内表面的平整,还需要外部波形的规整;在PE管材的内外壁应不存在任何的气泡和可见杂质,焊缝应严密无脱开;在切割之后的PE管,应对其断面进行修正,没有毛刺的存在;在管材两端的钢带管切口处应在管材的同一纵向线上
热熔挤出焊接是采用热风挤出焊接工具,先将钢带增强螺旋波纹管被连接两端加热,焊枪挤出熔融的聚乙烯料,把连接缝两端的聚乙烯材料熔融接成一体的连接方法。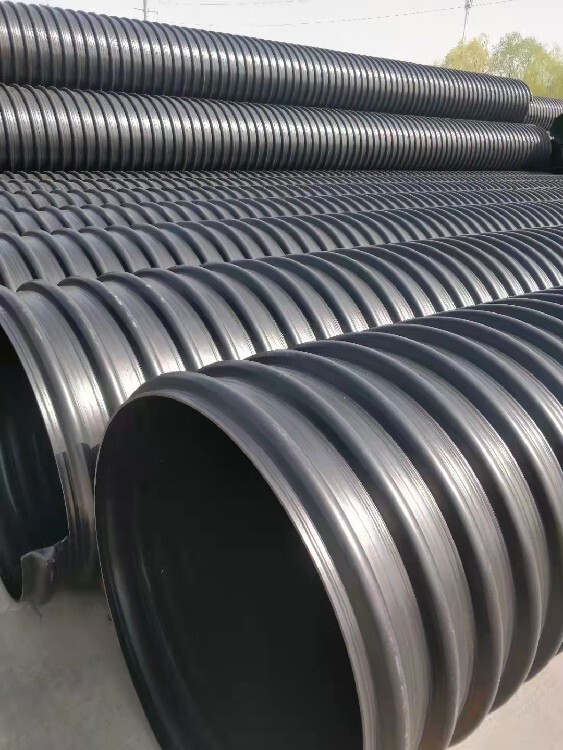
电热熔带连接时,严格按 照 电热熔带要求的技术指标和设备规定的操作程序进行。采用的电热熔带由生产厂配套供应其步骤如下:
1)、检查钢带增强螺旋波纹管和电热熔带是否有损伤。2)对齐管道和清除杂物。3)通过水平杆或沙袋将要连接的管道放置在离地面20~30cm处。地基上挖有操作坑的可将管道直接放置在地基上。操作坑宽为电热熔带宽2倍,深为管底下30cm。并水平对齐。4)、用洁净的布将管道的外表面和电热熔带的内壁上的杂物清除掉(包括水气),油类污物可用对PE材料焊接有邦助的溶剂擦拭。5.)用电熔带将已水平对齐的管道的要连接的部分紧紧圈住。外面再用耐热带紧固。6)将焊机的输出线端与电热熔带的连接线头相连接。7)焊接在电熔焊机上设定好时间和档位,根据操作规程进行焊接。焊接结束要充分冷却后才能移动管材。在冷却期间,可以进行下一个焊接。
钢带增强聚乙烯螺旋波纹管材检验标准,一是管材外观,表面光滑,无疤痕,钢带无凸起,外层聚乙烯复合接缝处粘接牢靠,管材切割面平整,两切断面在同一轴线上,管材内壁无凹陷,内层粘结牢靠,第二管材尺寸要严格执行产品标准,螺距以管材测定环刚度为准进行调整,每根管材至少检测三次管材螺距,要对管材两端及中间位置进行螺距检测,第三管材长度要根据生产订单进行定长,管材性能,管材环刚度测量值达到生产计划要求,经过检测之后才能进行批量生产,每根管材进行管材重量称重,做好记录。
具有较强的耐腐蚀性。本工程地下水对钢结构及混凝土结构兼有腐蚀性,因此在管道刚度的同时亦应考虑管材的耐腐蚀性能。钢带增强聚乙烯(PE)螺旋波纹管的内外层聚乙烯基体大大提高了管道的防腐性能,地提高了管材的使用寿命。
钢带增强聚乙烯螺纹旋波纹管的发展:
目前,由于广泛看好巿政工程范围用各种包装管的巿场需求远景,各地纷繁投资发展。此中平常的是对于巿政给水用和燃气用聚乙烯压力管道零碎和埋地排水用聚乙烯或聚氯乙烯非压力管道零碎的大量投资建立。中国包装管的产品布局正在发作急迅变迁,包装管在各个范围应用量的散布逐步接近于发财国度的巿场环境。
- HDPE钢带增强螺旋波纹管,钢带螺旋波纹管,..
- PE管材
- 山东潍坊
- 李水胜
- HDPE
- 6m
- 1.25Mpa
- 80℃
- 排水管
- 8mm
- 400mm
- 黑色



