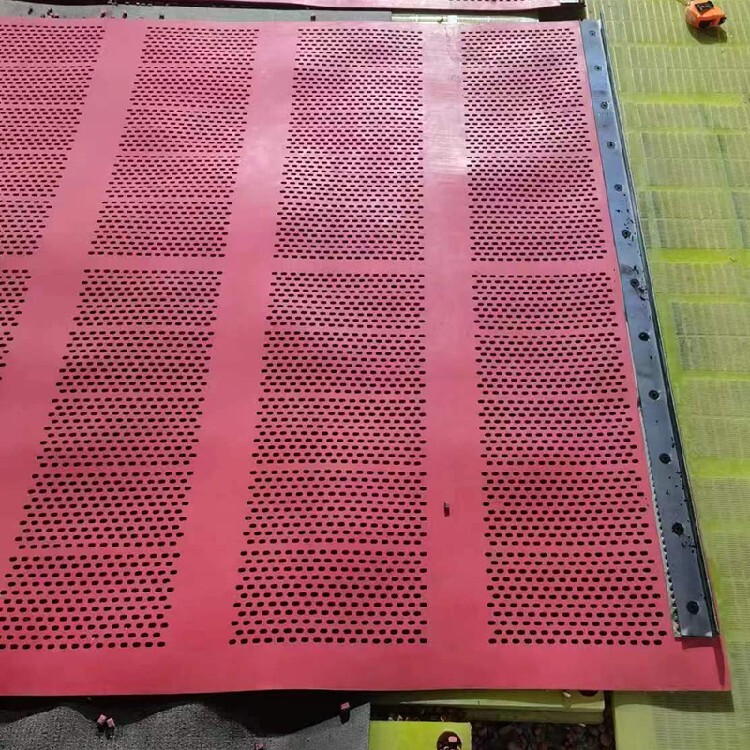
阳泉提供橡胶筛网型号






1/6
- 面议
- 2025-01-28 19:16:46
- 橡胶筛网
- 山东潍坊
- 支焕柱 15554330788
- 滨州市力王筛网有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
加工方式模压 冲孔安装方式按需定制孔型多款材质复合橡胶加工工艺塑料 馏化
基本工艺流程 橡胶筛板、筛网种类繁多,但生产工艺过程,却基本相同。以一般固体橡胶生胶为原料的橡胶制品的基本工艺过程包括:塑炼、混炼、压延、压出、成型、硫化6个基本工序。当然,原材料准备、成品整理、检验包装等基本工序也少不了。 橡胶筛板的加工工艺过程,主要是解决塑性和弹性性能这个矛盾的过程,通过各种工艺手段,使得弹性的橡胶变成具有塑性的塑炼胶,再加入多种配合剂制成半成品,然后通过硫化使具有塑性的半成品又变成弹性高、物理机械性能好的橡胶筛板。
橡胶制品分类(二) 橡胶制品按原材料分,橡胶制品可分为干胶制品及胶乳制品两大类。凡以干胶为原料制得的橡胶制品统称干胶制品,如轮胎、胶带、胶管等。这类产品产量占橡胶制品产量的90%以上。凡直接从胶乳制得的产品统称胶乳制品,如胶乳手套、气球、海绵等。这类产品产量不到橡胶制品总产量的10%。 橡胶制品按生产方法分,橡胶制品可分为模型制品和非模型制品。凡橡胶在金属模型中定型并硫化的制品,均可统称为模型制品,如轮胎、橡胶密封制品及橡胶减震制品等。但在橡胶工业中习惯地将模型制品理解为除轮胎以外的橡胶模型制品。凡不在模型中定型并硫化的产品,统称为非模型制品,如胶带、胶管、胶布、胶辊等。有的橡胶制品(如胶鞋等)可用模型法和非模型法生产。
涂好胶浆的金属件应注意充分干燥,让溶剂充分挥发,防止残留溶剂随硫化时挥发,导致粘结失败。要一定的涂胶厚度,特别是面涂胶浆。这样一方面可以有充足物质使相互扩散和共交联作用充分进行;另一方面可以实现一定的模量梯度层 4配方不合理,胶料硫化速度与胶浆硫化速度不一致。解决方法;改进配方以有充足的焦烧时间。模具、配方改进,胶料以快的速度到达粘结部位。尽量采用普通、半有效硫化体系,提高硫黄用量,以实现多硫交联键。改进硫化条件(温度、时间和压力)。减少易喷霜物和增塑剂的使用,防止其迁移到橡胶表面,从而影响粘结。胶料停放时间太长,改用新鲜的胶料 5压力不足。解决方法;增大硫化压力。注意溢料口、抽真空槽的位置、尺寸,防止局部与大气过多沟通以至压力不足。模具配合紧密,防止局部压力损失过大 6胶浆有效成分挥发或固化。解决方法;硫化前需预烘的金属件,应注意预烘的时间和温度控制,过度预烘会导致反应性物质挥发和胶浆的焦烧(或固化)。操作时注意防止金属件在模具内停留时间过长 7有已硫化的胶皮、胶屑等异物混入混炼胶,随橡胶一起硫化,由小面积脱胶,引起制品大面积剥离。解决方法; 加强物料管理
- 橡胶筛网
- 振动筛网
- 山东潍坊
- 支焕柱
滨州市力王筛网有限公司为你提供的“阳泉提供橡胶筛网型号”详细介绍



