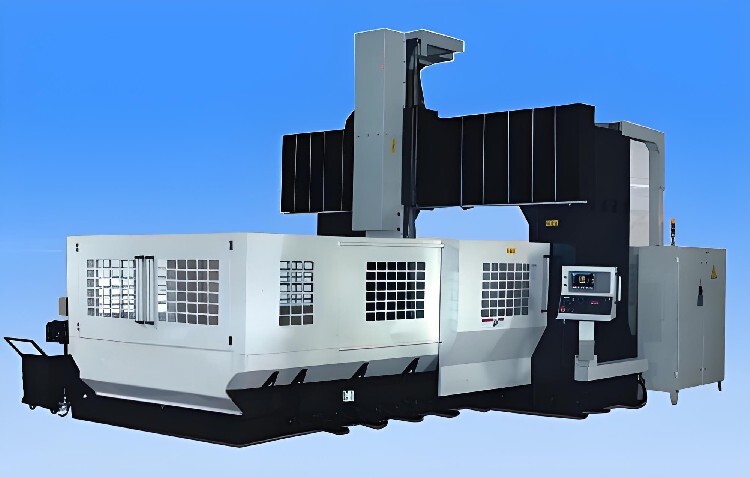
淮南GMC-6035方滑枕龙门加工中心



- 面议
- 2024-11-08 17:13:29
- 铣
- 否
- GMC-6035方滑枕龙门加工中心,动轴、定轴..
- 山东潍坊
- 陈建全 13806209711
- 苏州特鲁特数控机床科技有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
GMC-6035龙门加工中心机型特点说明
1、功能描述:
GMC-6035龙门加工中心机主要用于中、大型汽车冷冲压模具以及航空、航天工业,设备制造业精密复杂零件的多品种、中小批量加工。满足通常的铣、钻、攻、镗,内孔、外圆、平面、台阶、锥面、球面、沟槽、和2D或3D复杂曲面的各类高温合金、钛合金、耐热合金、不锈钢、铸铁、铸钢等材料的铸锻件、毛坯件的粗、精加工。设备结构合理、稳定,具备足够的刚性和强度,系统功能强大、可靠性好、精度高、寿命长。能可靠稳定地完成各类难加工材料的粗、精加工,复杂零件的型面数控加工。一次装夹即可实现工件的粗加工、半精加工及精加工。
2、结构特点:
GMC-6035系列产品是固定龙门框架,移动工作台式龙门加工中心。产品采用对称式龙门框架结构,一体式立柱,基础性强、稳定性强等优点,产品具有、高速度、结构紧密等特点。主要结构于研发过程中皆经过有限元素分析(FEA)模拟,不断确认并改善开发过程中设计上的问题,以求达到精益求精,稳定之产品质量,提供傲视同行业之及的机器。
2.1床身及导轨
床身由HT300铸铁铸造成型,铸件采用弛力回火消除内应力。科学合理之门型结构,高刚性之结合,工作台能满足35000KG承重。采用之模块化设计,经过计算机3D佳分析及验证,结构合理,功能性能配备完整。超大尺寸的立柱及横梁拥有的刚性和强度,可确保机器佳的稳定性。
机床X、Y、Z 轴各自具有立的伺服电机及驱动器,具有三轴三坐标,可进行三轴联动。X轴采用重负荷滚柱直线导轨及值伺服电机、高精密滚珠丝杆,进给稳定,摩擦系数小,可承受重切并确保运行。Y轴亦采用重负荷滚柱直线导轨及值伺服电机、高精密滚珠丝杆,购成90°形状,可使切削力矩及自重所产生的主轴头前倾量减到小。Z轴采用500*500四面约束方型滑枕,经高频淬火及精密研磨,与横向溜板结合的导轨帖氟乙烯导轨耐磨带,配合双自动抱闸功能电机及行星式减速机,双高精密滚珠丝杆驱动,以确保主轴拥有的刚性和强度及佳的切削稳定性,配合双油压缸双氮气平衡配重,滑枕运动的稳定性,无下滑现象。
2.2主轴和变速箱
德国或日本进口P4级斜角滚珠轴承适合重负荷切削,配合德国ZF两档行星式率齿轮箱,主轴转速6000rpm,传动效率达95%以上,实现率高扭矩输出。搭配强制式主轴冷却系统及齿轮箱冷却系统,配合监测装置可确保主轴及齿轮箱长期正常润滑及温度恒定。
2.3进给伺服系统
三轴滚珠丝杠采用HIWIN、PMI、IF C3级丝杠,丝杠预拉伸,以补偿热变形。
a. X轴与Y、Z轴立分开的进给自动润滑系统,确保全面润滑到位。
b.三轴伺服电机采用编码器加机械式防护装置,可提高机器运转之灵活性与可靠性。
2.4机床电气
a.概述
GMC-6035龙门加工中心采用日本发那科0i MF全功能系统。机床具有X、Y、Z三个进给轴,可实现三轴联动。机床主轴及进给采用发那科系列全数字元元驱动系统及AC主轴、伺服电机。
b.数控部分
数控系统采用日本发那科0i MF全功能系统,具有、高可靠性和高稳定性。该系统显示内容丰富,加工轨迹动态显示,便于操作使用。梯形图实时监控页面,可给维修带来很大方便。采用数字式伺服系统,对于传动系统中的机械误差可通过存储型螺距误差补偿和间隙补偿功能予以补正。使用高分辨率位置检测器和高速微处理器的软件伺服控制功能,实现了高速、的伺服控制。
FANUC 0i-MF标准功能
1. 大控制轴数8轴
2. 同时控制轴数3轴
3. 10.4" LCD 屏幕
4. 程序储存容量2M
5. 软行程保护极限
6. 前置式CF卡输出入接口
7. 以太网络输出入接口
8. DNC功能(使用USB接口,CF卡,以太网络)
9. 记忆程序运转
10. MDI编辑运转
11. 程序编辑
12. 背景编辑
13. 扩充程序编辑
14. 掌上型脉波产生器1组
15. 轴向手动进给及速率调整
16. 紧急停止
17. 单节执行
18. 主轴速率调整
19. 主轴正转,反转,定位,停止手动控制功能
20. 切削液手动控制功能
21. 加工吹气手动控制功能
22. 单节跳跃
23. 选择停止
24. 程序再启动
25. 参数,程序保护功能
26. 螺距背隙补偿
27. 固定式螺距误差补偿
28. 报警显示,报警履历显示
29. 程序搜索
30. 主轴速度显示
31. 主程序/子程序呼叫功能:M98、M198
32. 刀具补偿功能
33. 刀具补偿400组
34. 程序暂停:M00/M01
35. 程序结束:M02/M30
36. 刚性攻牙:M29
37. 快速位移倍率调整:F0、F25、F50、F100%
38. 进给倍率调整:0~220%
39. G00 快速定位
40. G01 切削进给
41. G02顺时针圆弧切削
42. G03逆时针圆弧切削
43. G04 暂停指令
44. G10 程序参数输入/补正输入
45. G11 程序参数输入/补正输入取消
46. G12 顺时针全圆切削
47. G13 逆时针全圆切削
48. G15 极坐标取消
49. G16 极坐标设定
50. G17、G18、G19 坐标平面选择
51. G20、G21 公英制转换
52. G27 返回参考点检测
53. G28 参考点返回
54. G29 参考点返回起始点
55. G30 返回第二参考点
56. G40 刀具半径补偿取消
57. G41、G42 刀具半径补偿
58. G43、G44 刀具长度补偿
59. G45-G48 刀具位置偏置
60. G49 刀具长度补正取消
61. G50、G51 比例缩放/取消
62. G52 局部坐标系
63. G53 机械坐标系
64. G54-G59 工件坐标系
65. G54.1P1-P48 附加工件坐标系48组
66. G60 单方向定位
67. G61 准确停止方式
68. G62 自动拐角倍率
69. G63 切削进给速度控制-攻牙方式
70. G64 切削进给速度控制-切削方式
71. G65、G66、G67使用者宏指令开始/取消
72. G68、G69 坐标系旋转开始/取消
73. G73 高速深钻孔循环
74. G74 反向攻牙循环
75. G76 精镗循环
76. G80 固定循环取消
77. G81 钻孔循环
78. G82 钻孔循环、逆镗孔循环
79. G83 深钻孔循环
80. G84 攻牙循环
81. G85、G86、G88、G89 镗孔循环
82. G87逆镗孔循环
83. G90 值指令
84. G91 增量值指令
85. G92 工件坐标系
86. G98 工件起始点返回循环
87. G99 R点返回循环
88. G05.1Q1/ G05.1Q0 AICC1控制开始/取消
89. 预读差补前铃型加减速
90. 加工条件选择功能

技术培训
甲方负责为乙方进行技术培训,培训时间为3~7个工作日,培训人员2~5人,培训地点在甲方,培训内容包括机床结构、性能及功能、数控系统操作,机床维护保养等知识。培训人员食宿自理。
- GMC-6035方滑枕龙门加工中心,动轴、定轴..
- 龙门式机床加工中心
- 山东潍坊
- 陈建全
- 铣
- 否
- 龙门铣床



