福建不锈钢酸洗钝化膏清洗钝化膏生产厂家





- ¥13.00
- 2025-02-26 15:40:05
- 桶装
- 无
- 不锈钢酸洗钝化膏
- 天津
- 靖光军 18660788532
- 济南竞宇新材料技术有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
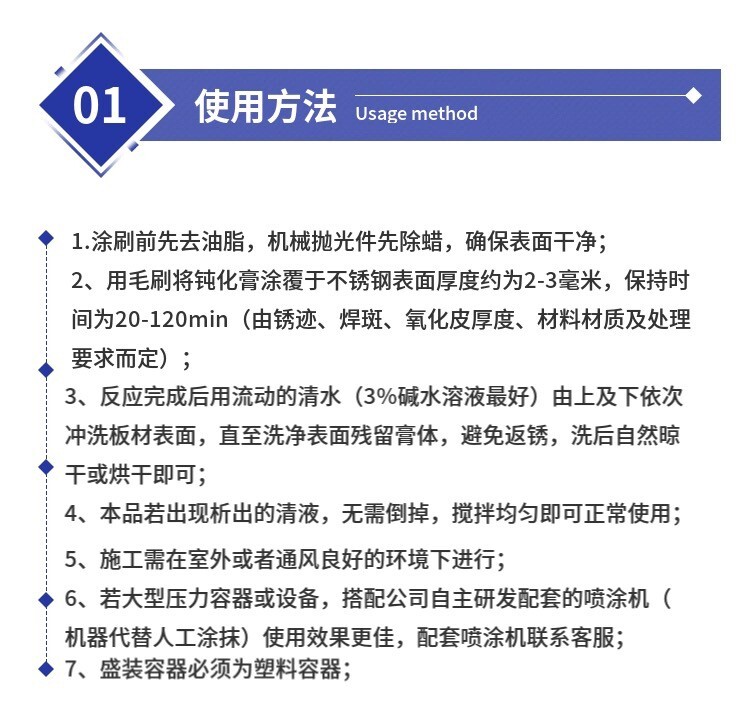
竞宇不锈钢酸洗钝化膏使用方法:
根据工件加工状况先去油脂,机械抛光件先除腊,确保表面干净;
用毛刷将钝化膏涂覆于不锈钢表面厚度约为2-3毫米,保持时间为30-120min(由锈迹、焊斑、氧化皮厚度、材料材质及处理要求而定);
处理完毕后,用水枪由上及下依次冲洗板材表面,直至洗净表面残留膏体,避免返锈;
建议行小试,确定本品的可操作性及反应时间;
搭配喷涂机(机器代替人工涂抹)使用效果更佳;
不锈钢酸洗钝化膏喷涂机,升级款正在推广使用中。
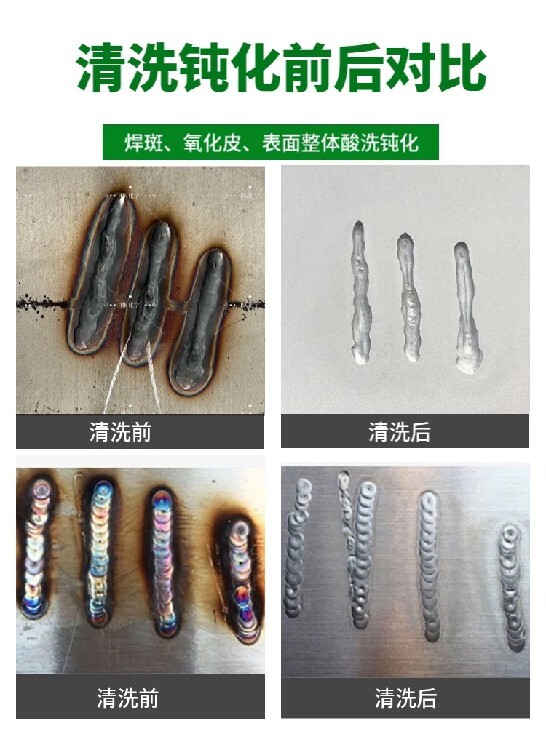
不锈钢酸洗钝化膏产品性能:
的净洗功能,可快速清除氧化皮、锈迹、焊接氧化物、污垢;
的钝化功能,能有效提高不锈钢的抗腐蚀能力,延长使用寿命;
处理后形成均一致密钝化膜,具有良好的防锈、防蚀等性能;
膏体粘稠,施工方便,不易脱落,适合大型立体机械涂刷,也适用于工件、机械局部施工;
佩戴劳保用具操作,注意通风;
顺利通过蓝点检测,蓝点检测液可以免费提供;
同时可以提供第三方检测报告,济南竞宇新材料技术有限公司是源头加工工厂,可以定制产品。
不锈钢酸洗钝化膏 主要成分
不锈钢酸洗钝化膏的主要成分包括酸性成分、表面活性剂、缓蚀剂和抑雾剂。
酸性成分:有机酸、无机酸等,这些成分在膏体中起到清洁和去除金属表面杂质的作用,通过其酸性特性有效去除焊接残留物、氧化层和金属杂质,使金属表面得到清洁和平整的处理。
表面活性剂:有助于膏体的涂抹和渗透,使得酸性成分能够更好地作用于金属表面。
缓蚀剂:防止金属在酸洗和钝化过程中出现过腐蚀和氢脆现象。
抑雾剂:抑制酸雾的产生,减少工作环境中的酸雾污染,提高工作环境的安全性。
不锈钢酸洗钝化膏的使用不仅简化了传统的除油、酸洗和钝化工艺,而且由于其稳定的膏剂特性,运输方便并可长期保存,随用随取,方便快捷。使用前需清洗干净金属表面的油污和杂质,以免影响钝化作用。一般采用浸泡或喷涂的方式涂抹在金属表面上,然后在室温下静置一段时间,使钝化膏渗透进金属表面形成氧化层,从而达到防腐的目的。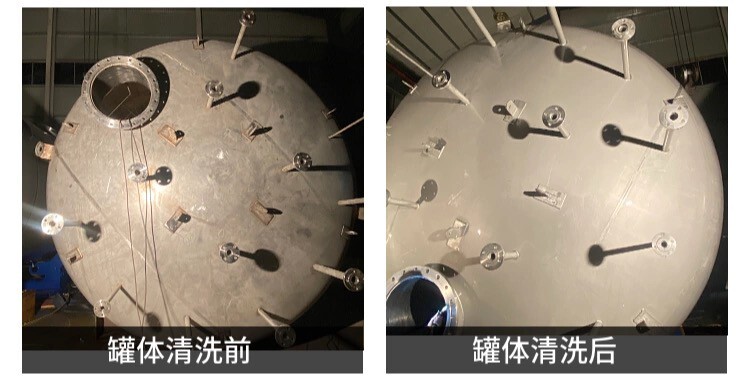
不锈钢酸洗钝化膏由济南竞宇新材料技术有限公司研发生产,公司成立十三年
不锈钢酸洗钝化膏使用前期准备工作1、准备好:钝化溶剂、抹布、拉丝布、毛刷、无水乙醇、 防护眼镜、橡胶手套、口罩等。
2、用干净的抹布蘸取无水乙醇,将不锈钢工件表面油垢擦除干净。
3、将不锈钢酸洗钝化剂搅拌均匀,涂抹于所需钝化处理表面,涂抹厚度为0.5~2mm。
4、常温静置反应100分钟,若温度低可适当延长时间。
5、待反应完成后,根据实际情况选用抹布或拉丝布,毛刷等,擦拭除去脱落氧化层。
6、后用清水冲洗,直至洗净即可。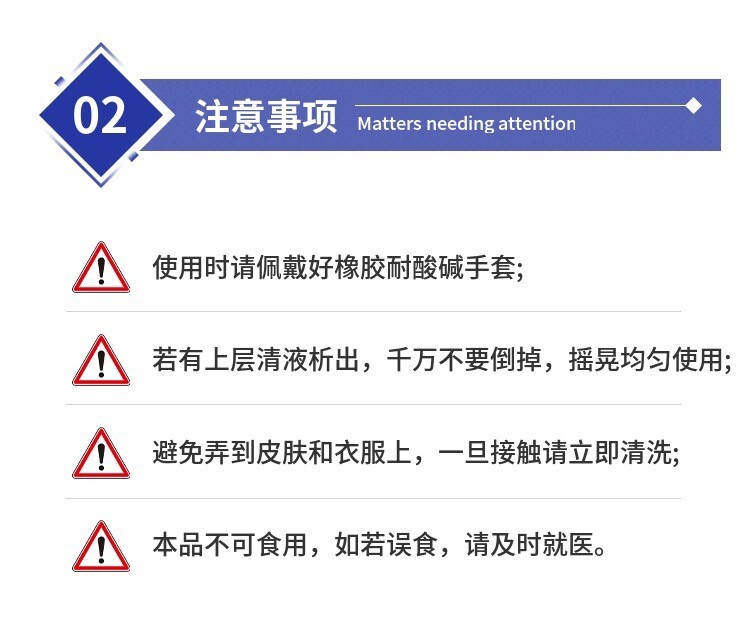
不锈钢酸洗钝化的原理
酸洗过程:通过酸性溶液对不锈钢表面进行处理,利用酸性溶液的化学腐蚀作用去除钢材表面的氧化皮、锈斑以及其他杂质。常用的酸性溶液包括硝酸、盐酸、硫酸等强酸,用于脱垢和清洁表面。
钝化过程:在酸洗后,通过化学或电化学方法在不锈钢表面形成一层致密、均匀的氧化层或其他化合物膜,以提高不锈钢的耐蚀性和抗氧化能力。这层膜能有效减少金属与腐蚀介质的直接接触,从而保护不锈钢免受进一步腐蚀。
不锈钢酸洗钝化时间过久会出现问题吗
钝化膜分解或破坏:在酸洗钝化过程中,酸性环境可能会对钝化膜产生过度作用,导致钝化膜分解或破坏,从而减弱或失去对不锈钢的保护作用。1
物质损耗增加:过长的处理时间可能会导致溶液中的酸性成分过度消耗,这不仅会浪费材料,还可能对环境造成负面影响。
表面质量受损:长时间的酸洗会对不锈钢表面产生过度刻蚀,导致表面变得粗糙,失去光洁度和外观质量,这可能会给后续工艺,如涂层或电镀,造成困扰,并影响其附着力和质量。
金属损耗增加:在酸洗钝化过程中,酸性溶液会与不锈钢表面发生化学反应,去除污垢和氧化物。如果酸洗时间过长,可能导致不必要的金属损耗。
设备和能源浪费:过长的处理时间会导致设备和能源的浪费,不必要的处理时间会消耗大量的酸性溶液和能源,并增加设备的使用周期和维护成本。
为了避免这些问题,推荐的酸洗钝化时间通常是根据具体材料、酸洗剂和处理要求来确定的。此外,不同的酸洗钝化方法(如浸渍法、膏剂法、喷淋法等)适用于不同类型的不锈钢工件和处理需求,选择合适的方法对于确保处理效果和避免过度处理至关重要。
- 不锈钢酸洗钝化膏
- 清洗剂
- 天津
- 靖光军
- 桶装
- 无
- 24月
- 酸性清洗液

