管道安装氧O2检测仪





- ¥99999.00
- 2024-10-28 16:07:42
- 激光氧气分析仪
- 天津
- 郭堃 15129653023
- 陕西卓宇佳创仪器仪表有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
检测量程 0-209000PPm 精 度 ±1.0%FS
重复性 ≤±1.0%FS 输入电源 AC220V
响应时间 T90≤10S 样气温度 -50~1300℃
采样方式 管道插入式 反吹接口 G1/4
信号输出 4-20mA或RS485 报警方式 触点输出
报警误差 ≤±10%报警设定值 接点容量 1A/220VAC或1A/24VDC
预热时间 3min 防护等级 IP65
插入长度 0-1500mm 连接方式 法兰 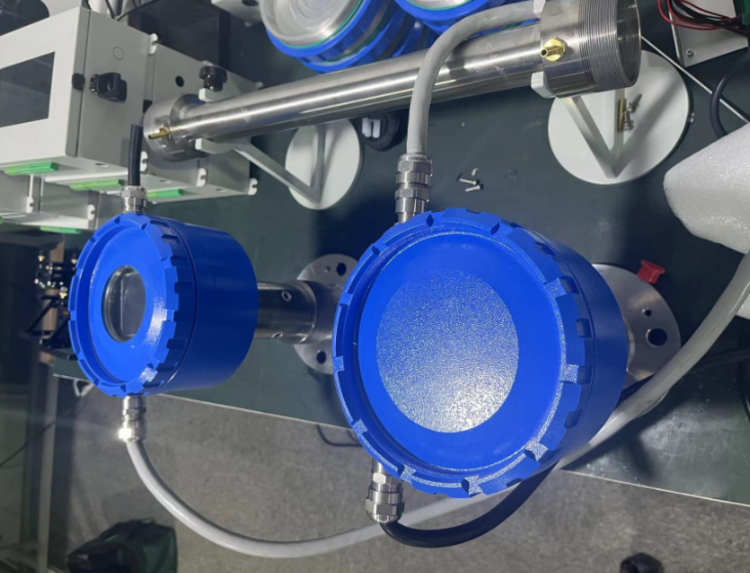
根据原理有电化学、氧化锆、激光式等几种,实际选择时要根据不同的使用场景,对分析仪的测量范围和精度综合考虑,才能选出适合当前工况的,的产品。
在宁夏某石化厂PSA装置由于生产工艺特点,存在负压操作,如果吸附塔管线法兰或阀门填料泄露,易将空气吸入到工艺管线中,形成爆炸性气体。该企业为了解决这类风险,在混合罐后安装一台氧含量分析仪。当时,装置没有停工检修计划,而在车间提前预留了采样接口,因此,选用了旁路式激光氧含量分析仪。将氧含量检测信号送至装置DCS系统,当氧气含量大于4%,DCS系统会及时报警,提醒工作人员及时处理相应的异常。
近日,云南某化工企业氨系统管道设备正在进行检修,检修之后会使用氮气对管道中的空气进行置换,然后抽真空,再用气氨进行置换,同时需要严格控制氧气含量小于等于0.5%来确保设备的安全。由于在通入气氨之前,进行过抽真空,所以系统中只存在少量的氮气和氧气,当通入气氨后,系统中气氨含量会迅速上升,氮气和氧气含量就会迅速下降。因此,氨系统置换分析的关键就是测量高浓度气氨中的氧气含量。
环己酮肟化是重排反应的基础,在己内酰胺生产过程中,环己酮肟化是非常关键的一个环节。环己酮、双氧水、液氨根据一定比例混合,与叔丁醇加入到肟化反应釜中,在一定温度压力条件和催化剂的作用下,进行双氧水和氨反应合成羟胺、羟氨和环己酮的肟化反应。同时还有少量的副反应,例如双氧水的分解反应,生成氧气。
激光氧气分析仪
一般情况下尾气中的氧气含量较低,但如果主反应受到催化剂失效的影响导致反应效率降低,或者反应原料进料量比例失调,造成反应釜中一部分双氧水没有参与到主反应中,反应釜中的双氧水含量升高,副反应比例上升,双氧水分解产生的氧气过高,氧气和尾气中的可燃气体反应,会发生爆炸危险。所以,对己内酰胺肟化反应釜反应尾气进行氧气含量的监测非常重要。在尾气中氧含量过高时进行安全联锁,确保反应过程的安全。同时,通过氧含量的监测也可有效的反映出反应釜中肟化反应的效率。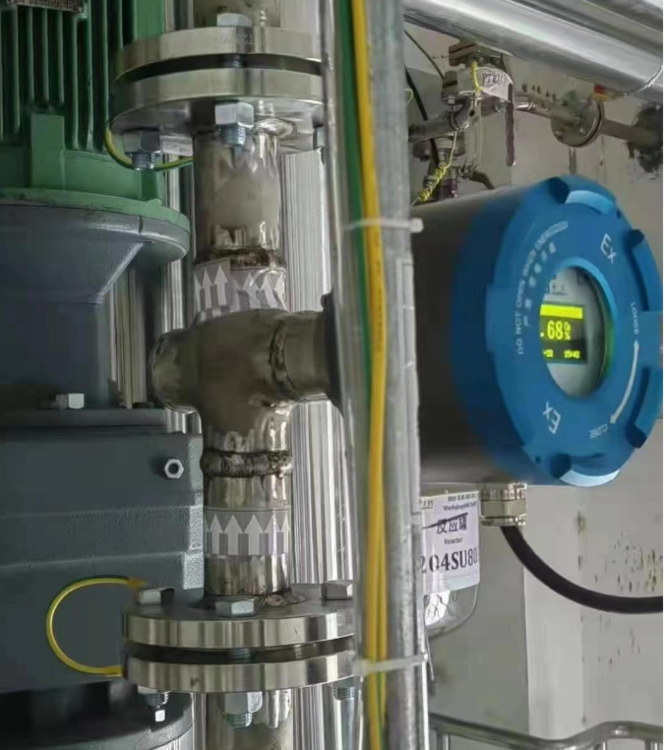
在过去,电厂所关注的问题是系统的连续稳定运行,并达到国家污染排放的指标,对提高锅炉的燃烧效率和电厂的运行效益并没有重视,也没有实际的改进措施和有效的方法。对循环流化床固有的优势如炉中除硫等都没有得到充分的体现。电厂的环保控制基本采用分阶段的方式,很少考虑未来更加严格和广泛的环保标准。现如今,很多企业考虑从提高燃烧效率着手提升运行效益,在此过程中,发现了一种能将燃烧效率和污染控制结合起来的方法。
电厂的控制主要以燃烧效率和排放物处理两个方面,在这两个过程中都需要对过程气体进行在线监测,需要监测的位置较多,例如过滤器处、锅炉、省煤机处、脱硝前、脱硫前、脱硫后等位置,此外,还需监测多种气体,例如氧气、一氧化碳、二氧化碳、二氧化硫、氮氧化物等。除了要求多气体检测、快速实时在线检测等,气体检测仪器还需要适应在恶劣环境中运行且具有很高的稳定性和可靠性,投入的成本也是考虑因素之一。
目前,大部分企业选用了激光在线气体分析仪应用于电厂控制系统中,因其能够检测电厂控制中的所有气体,且精度高、稳定性好,不受粉尘干扰,不受背景气体干扰,能够在各种恶劣的工业环境中长期稳定运行,并将检测到的气体含量以4-20mA的电流信号提供给用户,用于实现电厂控制系统自动控制。
在电力行业中,激光在线气体分析仪的使用能不断优化燃烧过程,还能降低污染的排放,在一些发电厂,安装了以激光在线气体分析仪为核心的烟气分析系统后,采用闭环燃烧优化控制技术,使燃烧效率提高了5%,给企业带来了很高的经济效益,在几个月内收回了设备的投资。除此之外,在石油化工、煤炭、生物制药、冶金等行业也得到了广泛应用,给企业带来了显著的经济效益和环保效益,包括降低生产能耗、提高产品质量和生产效率、减少环境污染并提高了生产安全。
在煤粉制备系统中,当氧气浓度低于某一极限值时,无论粉尘浓度多大,粉尘云均不会发生爆炸,该值称为粉尘的极限氧含量。在实际应用中,企业需要使用氧含量分析仪对工艺中的氧气浓度进行实时在线监测,通过检测出的氧浓度值判断是否进行惰化来降低氧气浓度。
降低氧气浓度会使粉尘的爆炸压力和爆炸压力上升速率下降,减少爆炸的猛烈程度,在进行抗爆容器设计、爆炸泄压设计或爆炸抑制设计中降低对爆炸防护系统的要求。降低氧气浓度还会增大粉尘云的着火温度、点燃能量和爆炸下限,使得粉尘云发生点燃的能力降低。
- 激光氧气分析仪
- 气体分析
- 天津
- 郭堃



