广告
安徽注塑机快速换模系统价格





1/6
- 面议
- 2024-11-14 11:31:55
- 注塑机快速换模系统,=
- 山西太原
- 东莞市天驭精密机械有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
钥匙开关控制;换模状态与注塑状态切换采用钥匙开关,退磁操作设计成“退磁+锁定”双按钮,两个按钮只有同时按下时,退磁操作才有效,防止误操作的产生,注塑状态下,充退磁操作完全无效。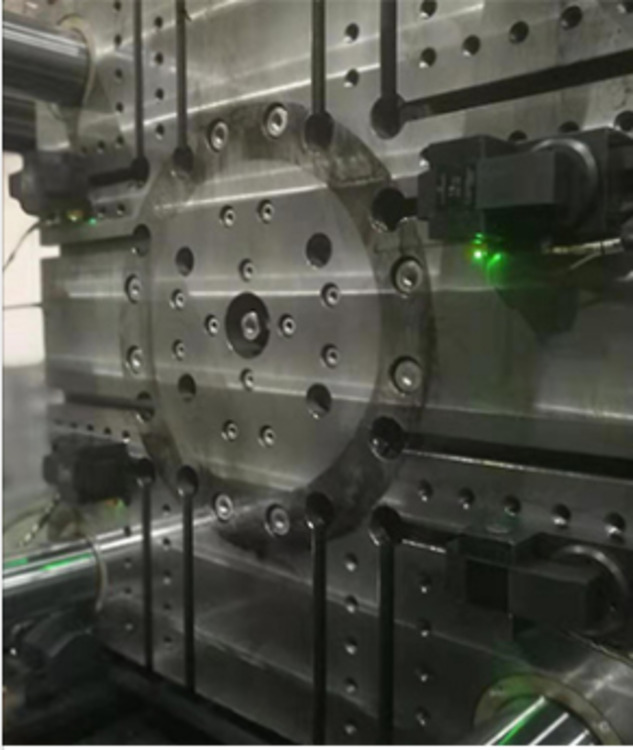
液压夹具就是用液压元件代替机械零件,通过液压控制实现对工件的自动定位、支承与夹紧的夹具。
具有夹紧力大,夹紧可靠,工作平稳,使用方便等优点,广泛应用于数控机床,加工中心,自动化生产线等场景。
通过把选用的液压元件和设计的机械部分装配在一起,就可以得到所需要的夹具。
电永磁系统为那些无法标准化模具的厂家提供了灵活的固模方式。
MCS不需要模具标准化
电永磁夹具不需要电力来维持夹紧力。
磁吸持力是与模具面积大小相关的。
模具越大,夹持力也越大。
模具越小,夹持力也越小。
换模作业,按其时间特性可以分为“内换模”和“外换模”。
1)内换模,指那些将生产活动中断下来才可以完成的活动,生产只有在活动完成后才能继续,主要包括模具拆卸、顶杆调整、模具对准、模具固定、首件检验等工作;
2)外换模,指那些不用使生产活动停止便可完成的活动,不影响正常的产出,主要包括:寻找模具、吊取模具、吊取材料、成品转移、模具归位等工作内容。外换模又分为“前外换模”和“后外换模”。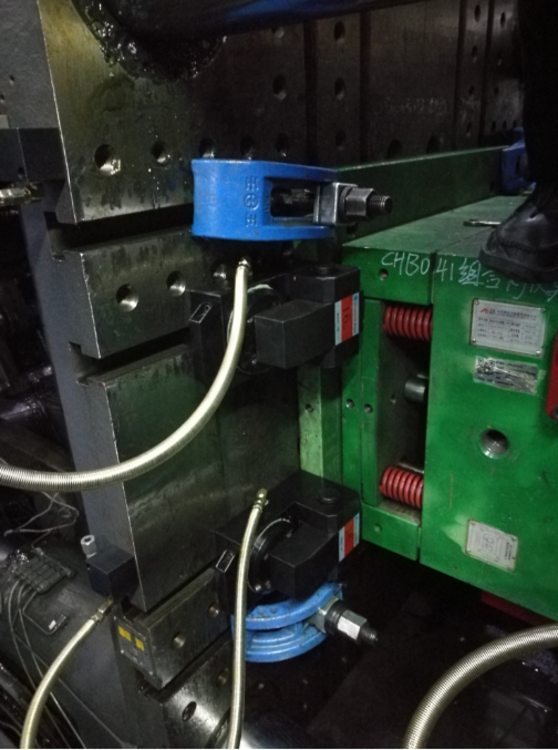
模具水平放入时,可使用换模台车方式,更换模具,更具安全性,并达成整厂快速换模系统之规划,使得模具之输送及储存更具自动化。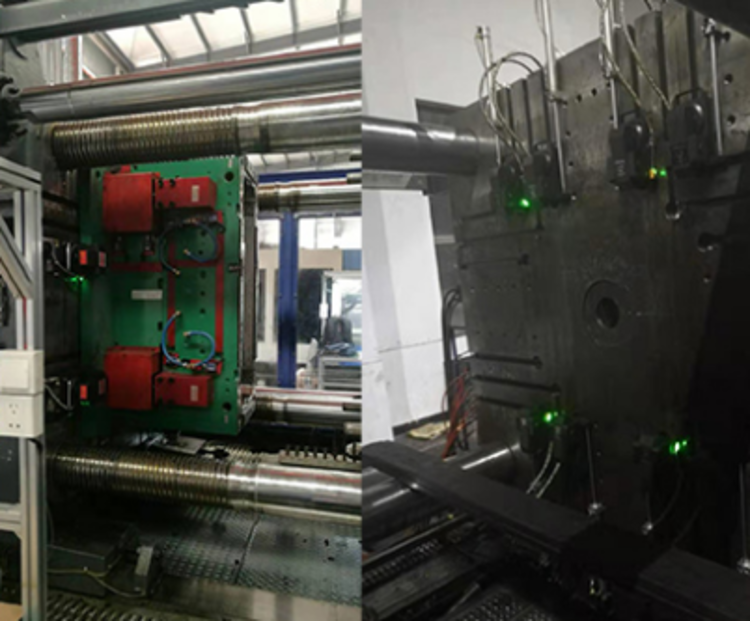
调整时间尽量减短
动手调整之前应明确需要调整的是什么,例如是石村调整还是位置挪移。接着分析调整原因,要注意具体问题具体分析。此外还要分析操作的熟练程度与效果之间的关系,以期寻找对策,改善方式方法,提高成功率。
当然企业还是要根据自身现场的设备状况和工艺条件探索更适合自身使用的方法。
- 注塑机快速换模系统,=
- 液压系统
- 山西太原
- 邓先生
东莞市天驭精密机械有限公司为你提供的“安徽注塑机快速换模系统价格”详细介绍
坡注塑机快速换模系统信息
-
 临沧注塑机快速换模系统有哪些规格面议
临沧注塑机快速换模系统有哪些规格面议 -
 矿用涂塑钢管湖州厂家¥ 66
矿用涂塑钢管湖州厂家¥ 66 -
 板条打钉机江西面议
板条打钉机江西面议 -
 托盘脚墩机价格¥ 36000
托盘脚墩机价格¥ 36000 -
 辽宁省抚顺市5V幻彩灯带-灯条零售-联系方式¥ 1
辽宁省抚顺市5V幻彩灯带-灯条零售-联系方式¥ 1 -
 三合板做脚墩的机器厂家供应¥ 38000
三合板做脚墩的机器厂家供应¥ 38000









