洪梅镇螺旋管厂家,螺旋钢管厂家






- ¥4010.00
- 2025-02-05 11:02:43
- 螺旋管厂,螺旋钢管厂家,螺旋焊管厂家,防..
- 江苏苏州
- 刘先生 18823102210
- 佛山市通跃钢铁有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
螺旋钢管与市场上现有的其他钢管相比,螺旋钢管具有承受高压的能力。在相同的压力条件下,螺旋焊缝的应力要比直焊缝低,约为直焊管的75%至90%。螺旋管用于许多不同的目的。它们在许多情况下用作电弧焊管,高频或低频电阻焊管,气焊管,熔炉焊管或邦迪管。
一般低压流体输送用螺旋缝埋弧焊钢管SY5037-83,采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管。 现在螺旋钢管的常用标准一般分为:SY/T5037-2000(部标、也叫 普通流体输送管道用螺旋缝埋弧焊钢管)、GB/T9711.1-1997(国标、也叫石油天然气工业输送钢管交货技术条件diyi部分:A级钢管(到目前要求严格的有GB/T9711.2 B级钢管))、API-5L(美国石油协会、也叫管线钢管;通跃钢铁有限公司主要经营螺旋钢管,双面埋弧焊螺旋管,大口径螺旋管,大口径厚壁螺旋钢管,普通流体输送用螺旋管材质有Q235A,Q235B、20#、Q345(16Mn)等材质
螺旋钢管有别于无缝管,容易理解。钢管中,直径很大的就要作成螺旋钢管了,是由钢带缠绕做成,焊缝也是螺旋形。焊管中,直径较小的可以使用带钢由联合制管机组联合完成(包括焊接和切断),焊缝是直缝,厚壁螺旋钢管管材的优势, 厚壁钢管表面坚固的氧化膜使不锈钢在包括软水在内的所有水质中都具有的耐腐蚀性,即使埋地使用也有优良的耐蚀性,而且还有很好的耐冲蚀性能。螺旋焊管的强度yi般比直缝焊管高,
手工超声波探伤,工业电视X射线探伤和X射线拍片等,依照不同的要求和不同的标准,选用一种或多 种无损检测方法并来检测其焊缝质量。现用在诸如油,燃气等压力管道上的螺旋埋弧焊管,由于对焊缝质量要求颇高,往往是这四种无损检测方法同时并用,而焦点 往往又集中在管端探伤。因为管端探伤不仅具有管身探伤的特点,而且由于焊缝位置特别,对探伤来说难度管身,加上还有倒棱和扩径以及现场对接将再次施焊 等实际问题,因而管端探伤地位相当重要。在四种无损检测方法同时并用的情况下,如何重中之重,对于确实把握和控制埋弧螺旋焊管焊缝质量应该是有益的。gzx
螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。
1.如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。
2.如间隙过小则造成邻近效应,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。
将管坯的两个边缘加热到焊接温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,终形成牢固的焊缝。螺旋钢管若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。
螺旋钢管工艺特点:
垫高0.5~0.7m。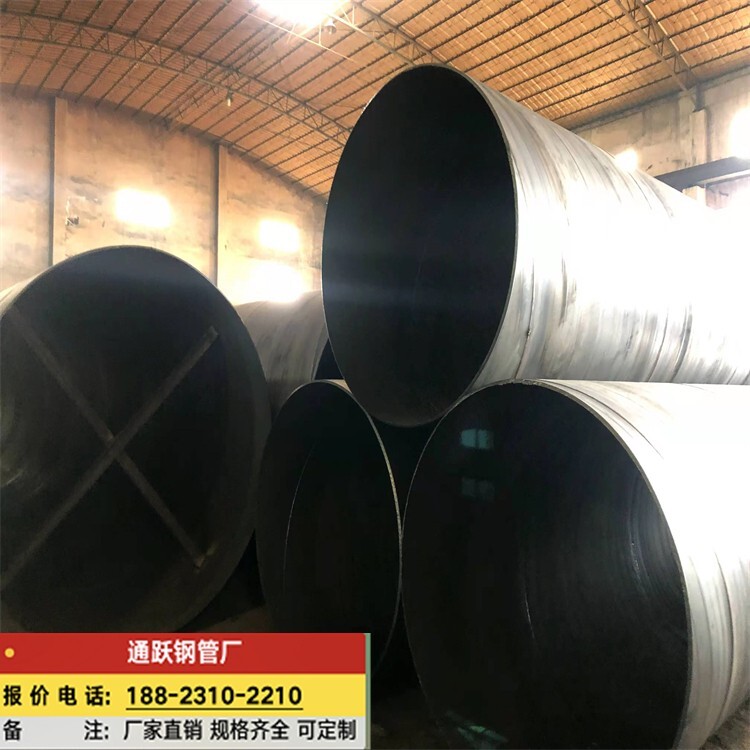
大口径国标螺旋钢管是一种笼统的叫法,一般是指直径大于1米的螺旋钢管。螺旋钢管是用钢带经过弯曲成型,然后经焊接制成。钢管要进行水压、弯曲、压扁等实验,对表面质量有一定要求,通常交货长度为12米,常要求定尺交货。大口径螺旋钢管在生产时,错边时有发生,其影响因素很多。在生产实践中,往往由干错边超差而使钢管降级。因此分析大口径螺旋钢管错边产生的原因及其预防措施是很有必要的。
- 螺旋管厂,螺旋钢管厂家,螺旋焊管厂家,防..
- 螺旋管
- 江苏苏州
- 刘先生



