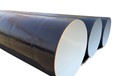
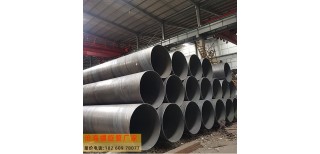
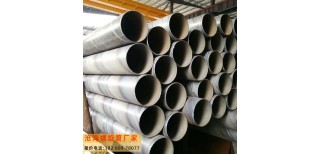
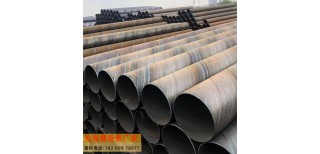
六盘水防腐螺旋钢管可按需定制

- ¥3020.00
- 2025-01-28 17:07:24
- 5-30mm mm
- 0.02426615
- 防腐螺旋钢管,自来水给水钢管,自来水排水..
- 江苏苏州
- 孙总 18260978077
- 广西南宁沧海钢材有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
螺旋钢管焊接方式为埋弧焊;成型工艺,前摆式断续生产;机组速度,0.5--3m/min;焊接速度,0.5--3m/min。机组由开卷机、矫正机、对中装置、液压剪、铣焊机、圆盘剪、铣边机、板面清扫设备、递送机、板边预弯设备、成型机、内焊、外焊、飞边、拨出、倒渣、补焊、平头倒棱、水压检验、成品检验、除油收集组成。螺旋钢管的埋弧焊接全过程如下:螺旋钢管-埋弧焊的原理:埋弧焊是利用电弧热能进行焊接的,与手工焊条电弧焊不同的是:埋弧焊的焊丝是的,上面没有涂料,埋弧焊的确焊剂是预先铺在待焊处的,埋弧焊焊丝伸入焊剂中,电弧是在焊剂下燃烧的。焊丝与工件接触,按下启动按动钮后,焊丝与工件通电的瞬间,焊丝回抽,电弧引燃,焊接小车向前进,焊丝连续下向输送,维持电弧在焊剂层下燃烧,在电弧下方形成焊接熔池。在电弧周围,焊剂熔化形成一个空洞,。这个空洞和熔池不断前进,而熔池后方的金属凝固,形成连续的焊缝。这个过程由于是在焊剂下进行的,因此,我们用肉眼是看不到的。借助于X射线摄影可以看到。由于螺旋钢管采用埋弧自动焊的焊接技术,除了此种的生产;生产时间少,节省了换焊条的时间;焊接条件干净无飞溅,节省了清理的时间;焊缝质量高。也为螺旋钢管厂的交货提供了必要的条件,使得量大的螺旋钢管生产时间得到,因此还是被广泛采用着。
TPEP防腐钢管商场未来远景与投资方向:受国际经济伤口影响,国外直缝钢管需求依然不畅,而且因为我国直缝钢管价格偏高,使其在国际上竞争力削弱,然后严重影响了我国直缝钢管出口量。据海关计算:4月份出口直缝钢管141万吨,较3月份下降26万吨,与2012年同期相比下降月累计出口6万吨,同比下降5%。五月上旬,日均全国统调用电量降幅扩展约为43%。此前,4月份上中下旬用电量降幅分别为。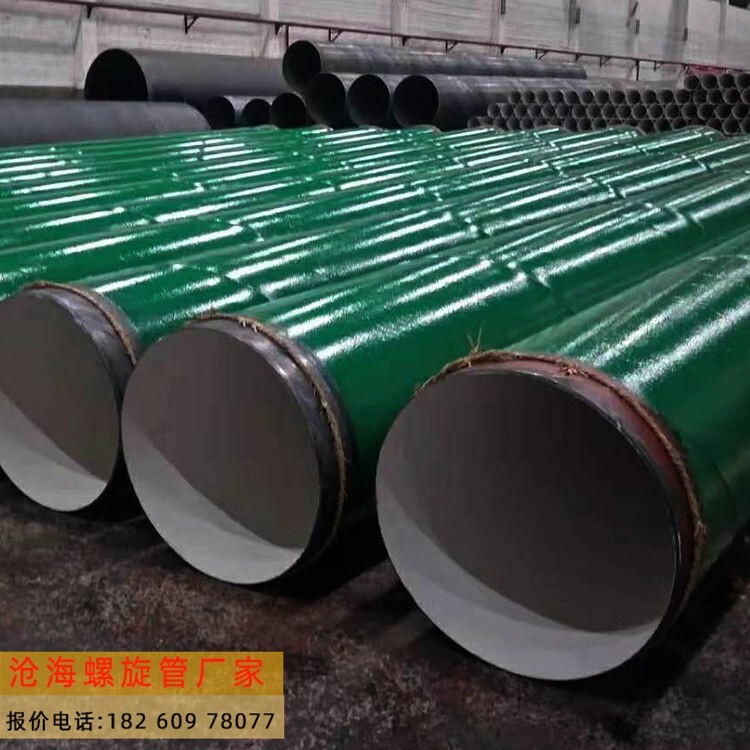
3PE防腐钢管三三层结构聚乙烯防腐层(3PE)综合了熔结环氧粉末涂层和揉捏聚乙烯两种防腐层的优良性质,将熔结环氧粉末涂层的界面特性和耐化学特性,与揉捏聚乙烯防腐层的机械维护特性等长处结合起来,然后明显改进了各自的功能。因而作为埋地管线的外防护层是非常的。据有关材料介绍,三层PE可使埋地管道的寿数到达 50年,现在,在国际上被认为是的管道外防腐技术。
- 防腐螺旋钢管,自来水给水钢管,自来水排水..
- 螺旋管
- 江苏苏州
- 孙总
- 5-30mm mm
- 0.02426615
- 单色
- 356 Mpa
- 6-12m m
- Q235A
- 华岐
- 螺旋管
- 426*12
- 本厂