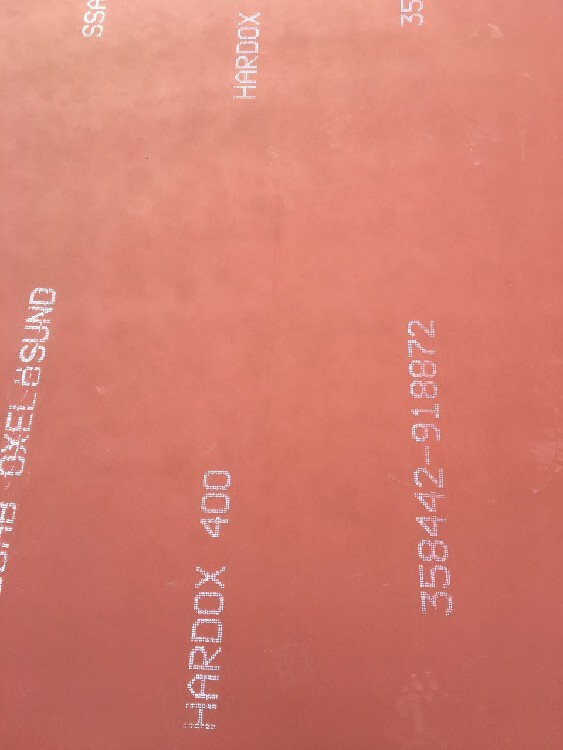
无锡AR400耐磨板 耐磨板切割 耐磨板厂家热轧淬火加回火HARDOX500耐磨板 400 450 hardox550耐磨板 HARDOX400耐磨板具有良好的耐磨性能和冲击性能,HARDOX400耐磨板可以切割,折弯,焊接,hardox600耐磨板可用螺栓链接具有好保养更换的特点,日本进口耐磨板广泛应用于煤炭,水泥,电力,采矿,建筑, 砖瓦行业与其他材料相比,HARDOX500具有较高的性价比,受到越来越多行业和厂家的青睐。
标准 ASTM,AISI,DIN,JIS,GB,SUS,EN,etc
材料等级
NM450L,NM450A,NM600,NM400,NM400L,NM400A,NM500A,NM500,NM360L,NM360,NM550,NM450
NR360,NR400,MITTA 400F,MITTA 450F,MITTA 500F
Xar400,Xar450,Xar500,Xar550,Xar600
DILLIDUR400,DILLIDUR500,DILLIDUR400V,DILLIDUR500V,DILLIDUR450V,QUARD400,QUARD450,QUARD500
JFE-EH360,JFE-EH400,JFE-EH450,JFE-EH500,JFE-EH550,K400,SUMIHARD
K450,SUMIHARD K500
B-HARD360,B-HARD400,B-HARD400
KN-55,KN-60,KN-63,
FORA400,FORA500,CREUSABRO4800,CREUSABRO8000
RAEX400,RAEX450,RAEX500
应用
AR400耐磨板由于他的高耐磨性被广泛应用于矿山机械,环保机械,水泥机械,工程机械等
付30%定金,全款发货
包装
耐磨钢板切割防水包装,钢带打包。
无锡NM400耐磨板钢坯 耐磨钢板切割
瑞典进口耐磨板 度钢板

江苏65mn弹簧钢带1.0mm厂家定做从硫酸酸洗机理(化学反响方程式)可知,65Mn弹簧钢在酸洗过程中,钢铁表面上的氧化铁皮除部分溶解外,大多数氧化铁皮是靠钢材的铁基体与硫酸反响而生成的氢气“机械剥离”效果而脱落的。因而钢件在酸 洗过程中,铁基体的溶解是占有相应份额的。出产中钢件铁基体的溶解带来了如下损害:铁基体的溶解,将使金属铁白白浪费掉。一起还要耗费相应的很多硫酸,有 时可达14kg/t钢材以上。铁基体的溶解可发生很多的氢原子。一有些氢原子分散到钢材内部,形成钢材酸洗氢脆性,下降钢材的力学性能。另一有些氢服装设计学校原子则从酸液中逸出并带出微小的 酸滴,形成很多的“酸雾”,给酸洗操作带来艰难。铁基体的溶解也是形成过酸洗的主要原因之一,尤其是在低浓度高温度条件下,易发生过酸洗的缺点。
江苏65mn弹簧钢带 从削减钢铁基体的溶解效果动身,在酸溶液里参加一些能削减金属铁的溶解,阻碍氢原子向钢材内有些散而又很少影响氧化铁皮去除效果的酸洗缓蚀剂。汽车弹簧,扭力弹簧,弹簧 ,弹簧,弹簧,油封弹簧,铜,不锈钢弹簧,异形弹簧等各类生产各种弹簧可广泛为汽车,摩托车,自行车,电子电器,家用电器,玩具,仪器仪表,通讯等行业提供配套服务。弹簧钢带主要用于冲压 模具,压铸模具,塑料模具及注塑结构的机械和设备。 它具有体积小,安装灵活,刚度大,精度高,生产材料的矩形或梯形和表面分色喷涂(电镀),外观优美的特点。我们提供的模具弹 簧。它具有体积小,安装灵活,刚度大,精度高,生产材料的矩形或梯形和表面分色喷涂(电镀 ),外观优美的特点。
我们提供的65Mn弹簧钢带,让你使的,使你的模具设计。65Mn弹簧钢主要用于冲压模具,压铸模具,塑料模具及注塑结构机械和设备。它具有体积小,安装灵活,刚度大,精度高,生产材料 矩形和表面分色喷涂(电镀),外观优美的特点。高的弹性σe和屈强比σs/σb,即吸收很多的弹性能而不发生塑性变形; 高的疲惫是弹簧的主要损坏方式之一, 疲惫功能除与钢的成分结构有关以外,还主要毛巾厂地受钢的冶金质量(如非金属夹杂物)和弹簧表面质量(如脱碳)的影响; 满足的塑性和耐性,以避免冲击开裂; 其它功能,如的热处理和塑性加工功能 ,特别条件下作业的耐热性或耐蚀性要求等。
在nm500耐磨钢板切割过程中都是很仔细的,那么在使用数控切割机切割nm500耐磨钢板时要怎样来切割才能nm500耐磨板的质量呢?下面小编给您分享下怎样提供数控切割nm500耐磨板质量的三种方法:
一、切割用气体
的氧气和乙炔是提率、获得切割面的根本,氧气纯度应大于等于99%如果纯度不够.则切割面粗糙.挂渣严重,增加清渣时间.造成工时的浪费,如果条件允许可采用液态氧切割.以进一步提高切割面的质量,应尽可能采用瓶装己炔,其纯度高,压力稳定,不但可提高切割面质量.而且节能效果显著
二、正确选取切割气体压力、切割速度和割嘴型号
根据不同的板厚选取合适的气体压力、切割速度和割嘴型号.可以使切割表面平滑,切割波痕细小.顶部和底部边沿坚方形,切割的鳞皮易于清除。切剂氧压力太高.不但造成浪费.而且在接近顶部切割件都会产生有规则的沟槽。上部切口宽,并从上部形成凹坑.切割底部里方形但不平滑,清渣较困难;切割氧压力太低.切割面有较厚的鳞皮熔入,难以除掉乙炔压力过高将形成过热.接近顶部的印制形成较大的凹槽;乙炔力过低则难以保切割的顺利进行。
切割速度的合适选择可以使切割面的挂渣极少,甚至无挂渣现象.清渣方便容易。切割速度可以通过声音、观察熔渣流动情况来判断是否合适。合适的切割速度熔渣流动时会发出有规律的“嘤噗”声,且熔渣出口处与割嘴基本成一直线。切割速度过快和过慢都不利于切口的质蛰,切割述度过快可能造成未切断现象;切割速度过慢不仅造成浪费而且会使切口顶部出现熔化在一起的现象.需进行二次切割。
割嘴型号可根据板厚进行选取,剖嘴号数越大,可能切割的nm500耐磨钢板厚度越厚。割嘴距离以火焰焰心与钢板在同一平面为宜,割嘴距离钢板过近易使割嘴堵塞,过远会使钢板预热面积加大,变形增大,且使切割速度降低。
三、nm500耐磨板合理的切割程序
数控切割机是由计算机采取实时控制来完成自动切割的,其识别的是程序,所以零件在钢板上的编程方法对切割件加工质量起着决定性的作用。
对于细长件在按常规方法进行切割时由于钢板受热变形往往会出现上拱和翘曲,操作稍不注意就会碰到割嘴,影响切割的顺利进行。容易造成熄火或撞弯、撞断割炬等事故。因此可采用局部喷水冷却;“桥”接切割,即人为将割边留几段15~30mm的“桥”不切割,使之与母板通过“桥”相连,以牵制冷缩和上拱;两割炬同时切割腹板两侧长边缝,后横向切割至要求尺寸,这样可以有效地对细长件进行切割质量控制。
带孔零件在进行切割时,应先将零件的内孔切割出来,再切割零件的周边,这样有利于内孔及周边的尺寸精度。如穿孔得当可大大减少清理割嘴的时间,提高工作效率,另外内孔的直径也可进一步缩小,而板厚则可适当增大。穿孔时,为减少预热时间应适当加大预热氧,选择合理的穿孔点,观察钢板预热处的变化,当达到切割温度时,打开切割氧控制阀,将速度适当增加直至全部打开切割氧控制阀,即可完成穿孔动作。
在穿孔的过程中,注意调节速度和氧气控制阀,使熔渣大致与割嘴成40°。方向飞出。当内孔直径小于板厚时,不宜穿孔切割,孔径应由机械加工而成;当板厚超过120mm时也不宜穿孔切割,如内孔直径较大,可在相应位置采用机械加工方法钻20mm的切割孔,然后再进行内孔切割。


本公司,是一家以主营耐磨钢板企业。无锡恒成泰特钢有限公司常年主营无锡、衡钢、宝钢、舞钢、新钢、武钢等优质无缝钢管,合金管,高压锅炉管、精密光亮管、耐磨板、合金板、容器板等,经营品种规格达2000多个并常年备有现货库存供全国各地的客户选购。主要经销的无缝管规格外径6-800mm,壁厚1-90mm,主营产品材质为:10#、20#、45#、20G、20A、40Mn2、45Mn2、27SiMn、20Cr、30Cr、35Cr、40Cr、45Cr、12CrNi2、20MnG、25MnG、12CrMoG、15CrMoG等。
板材部主