重庆金属焊接报价及图片


1/6
- ¥45.00
- 2024-10-04 03:30:35
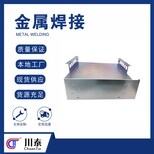
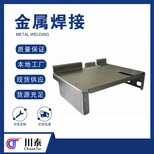
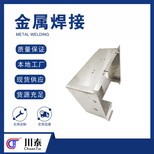
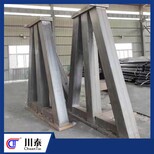
- 金属焊接
- 河北石家庄
- 王恒远 15882366614
- 成都市川泰聚好阀门有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
金属焊接还有一种方法称作共晶钎焊或共晶扩散钎焊。这是将异种金属接触表民加热到一定温度,使两种金属在接触面表面形成低熔点的共晶体,该低熔点共晶体在此温度下呈液态,实质上成了一种不用外加钎料的钎焊方法。当然,这要求两种金属之间能够形成低熔点的共晶体。异种金属扩散时加入中间层材料,在很低压力下加热使中间层材料熔化,或与被焊金属接触形成低熔点共晶体,此时形成的薄层液体,经一定时间的保温过程,使得中间层材料全部扩散到母材中并均匀化,就能形成没有中间材料的异种金属接头。这类方法在焊接过程中都会出现少量液态金属。因而又被称作液相过渡焊,他们的共同特点就是接头中不存在铸造组织。
在任何应用中,正确准备用于焊接的金属对于获得结果,保持一致的生产率水平以及小化成本(尤其是与返工和停机时间相关的成本)至关重要。
从尽可能干净的表面开始,大大增加了稳固焊缝的机会。因此,为操作员配备正确有效地完成焊接准备的佳实践对于简化整体焊接操作非常重要。为了进行适当的焊接准备,在开始之前制定一个计划很重要。否则,很容易完全跳入一个看似简单的项目,然后迅速发现有许多因素可能导致代昂的延迟,或返工。制定计划还可以帮助您抵制出现问题时采取捷径的冲动。
金属焊接的时间:合金层厚度在2-5um结实,焊接时间过长,则焊接点上的焊剂完全挥发,就失去了助焊作用。合金层将加厚,使焊点变脆,变硬且易折断,光洁度变白,不发亮。焊接时间过短,则焊接点的温度达不到焊接温度达不到焊接温度,焊料不能充分熔化,容易造成虚假焊。同时,合金层过薄,使焊接变得力度不够。所以焊接时间应选择适当,一般应控制在2S-3S以内。
- 金属焊接
- 钢板
- 河北石家庄
- 王恒远
成都市川泰聚好阀门有限公司为你提供的“重庆金属焊接报价及图片”详细介绍



