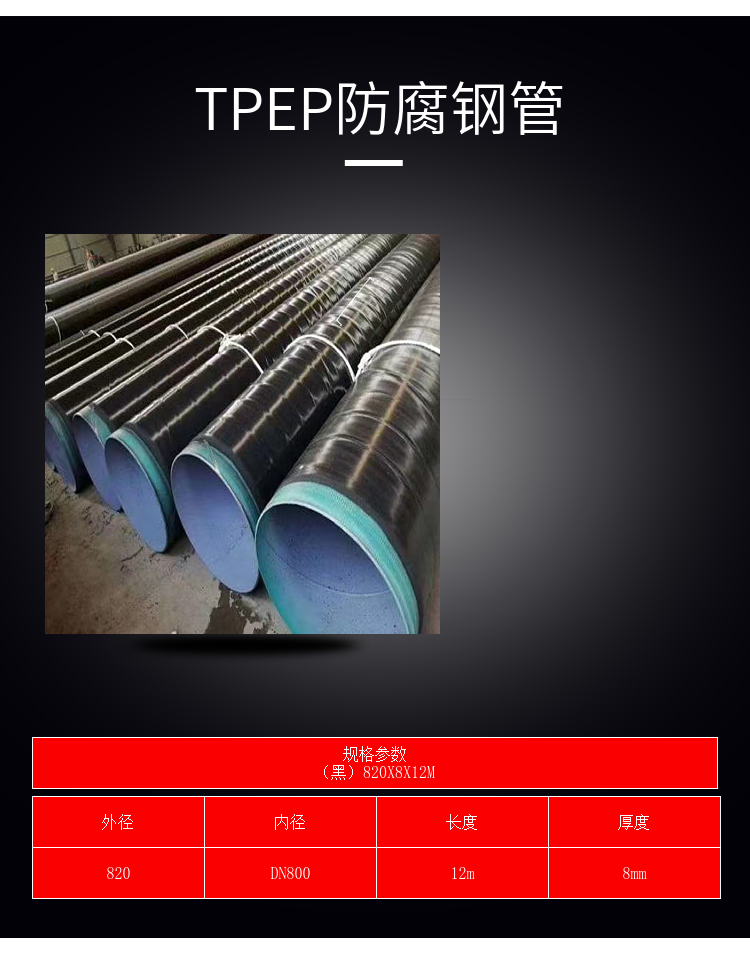
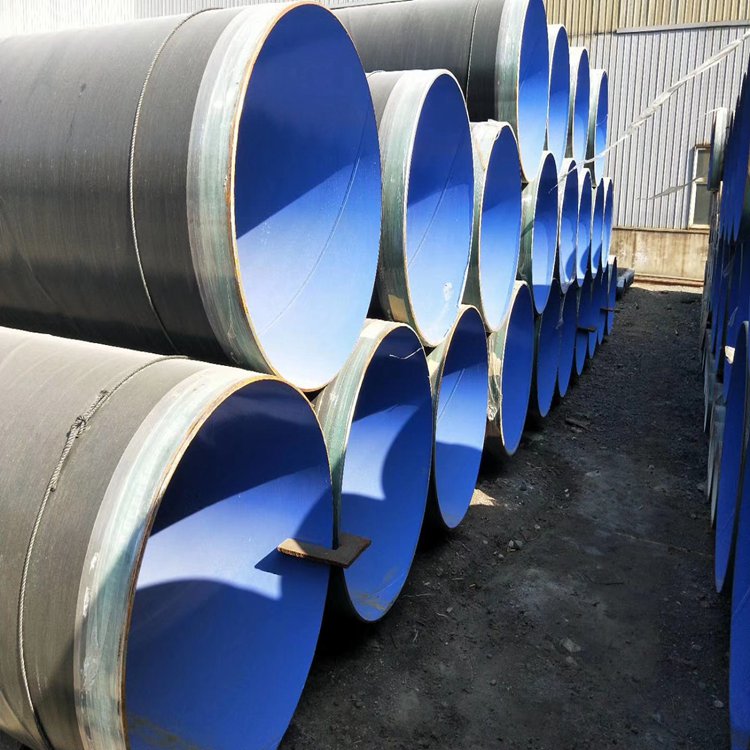
普通级3pe防腐钢管实体厂家3pe防腐焊管






1/6
- ¥26.00 ≥ 1平米
- 2025-01-28 07:25:17
- 宏科华
- 8 mm
- 三层pe防腐钢管,ipn8710防腐钢管,3pe防腐..
- 河北石家庄
- 贾雁行 18932798899
- 宏科华管道装备制造有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数







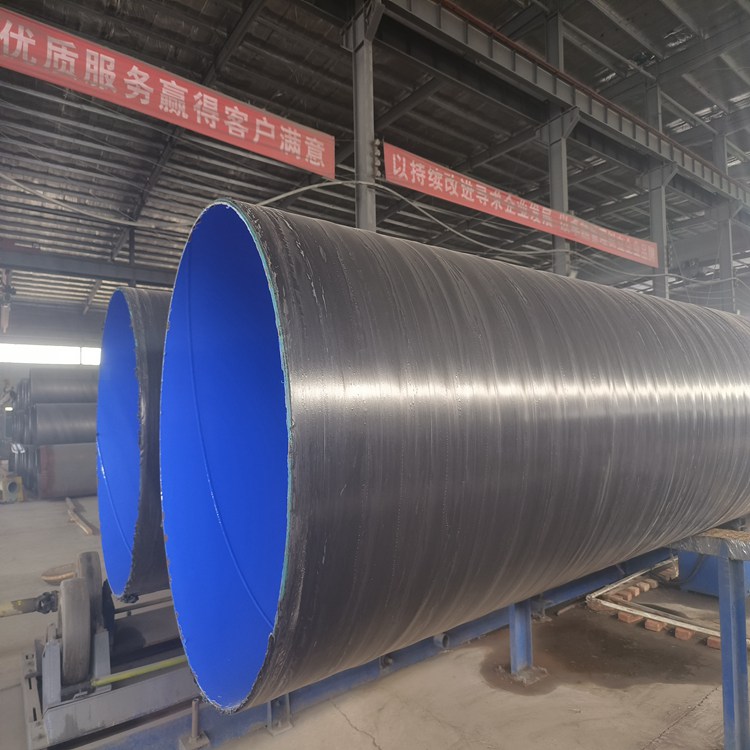

根据管径的大小及温度差异,采取2~4段冷却水进行逐段分次的冷却,钢管冷却温度不得60℃,这样确保熔结环氧涂层固化【段落-无缝钢管】,采用空气等离子切割机将钢管切成单根,切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产,作气体输送用:煤气、蒸气、液化石油气, 需要把钢管加热到200℃以上,但如果温度过高,会出现环氧粉末固化反应太快,粉末熔化不均匀,涂层与钢管表面的附着力下降;在胶粘剂前,环氧树脂消耗,部分失去和胶粘剂的结合能力;熔结环氧粉末层可能发生轻度焦化涂层剥离检验不合格因此控制温度很重要.
- 三层pe防腐钢管,ipn8710防腐钢管,3pe防腐..
- 金属管材
- 河北石家庄
- 贾雁行
- 宏科华
- 8 mm
- 高密度
- 黑色
- 85 Mpa
- 12 m
宏科华管道装备制造有限公司为你提供的“普通级3pe防腐钢管实体厂家3pe防腐焊管”详细介绍
推荐信息
-
 燃气输送3pe防腐钢管实体厂家3pe管道防腐
燃气输送3pe防腐钢管实体厂家3pe管道防腐 -
 大口径3pe防腐钢管生产厂家加强级3pe防腐螺旋钢管
大口径3pe防腐钢管生产厂家加强级3pe防腐螺旋钢管 -
 3pe防腐焊接钢管实体厂家3pe防腐X60无缝钢管
3pe防腐焊接钢管实体厂家3pe防腐X60无缝钢管 -
 3pe防腐螺旋钢管厂家防腐钢管3pe加强级防腐钢管
3pe防腐螺旋钢管厂家防腐钢管3pe加强级防腐钢管



