TDLAS激光氧分析仪






- ¥99999.00
- 2024-11-12 15:54:31
- 激光氧气分析仪
- 广东深圳
- 郭堃 15129653023
- 陕西卓宇佳创仪器仪表有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
根据原理有电化学、氧化锆、激光式等几种,实际选择时要根据不同的使用场景,对分析仪的测量范围和精度综合考虑,才能选出适合当前工况的,的产品。
在宁夏某石化厂PSA装置由于生产工艺特点,存在负压操作,如果吸附塔管线法兰或阀门填料泄露,易将空气吸入到工艺管线中,形成爆炸性气体。该企业为了解决这类风险,在混合罐后安装一台氧含量分析仪。当时,装置没有停工检修计划,而在车间提前预留了采样接口,因此,选用了旁路式激光氧含量分析仪。将氧含量检测信号送至装置DCS系统,当氧气含量大于4%,DCS系统会及时报警,提醒工作人员及时处理相应的异常。
近日,云南某化工企业氨系统管道设备正在进行检修,检修之后会使用氮气对管道中的空气进行置换,然后抽真空,再用气氨进行置换,同时需要严格控制氧气含量小于等于0.5%来确保设备的安全。由于在通入气氨之前,进行过抽真空,所以系统中只存在少量的氮气和氧气,当通入气氨后,系统中气氨含量会迅速上升,氮气和氧气含量就会迅速下降。因此,氨系统置换分析的关键就是测量高浓度气氨中的氧气含量。
该企业为了提高转炉煤气回收量和煤气回收的安全性,降低排放,保障9万立方米煤气柜和电除尘设备的安全,需要在总管上安装一套氧含量分析仪,增加安全系数,建立两级安全设置,在煤气回收过程中能实时在线监测总管道中的氧气含量,当总管中的氧含量超过1%时,立即停止煤气回收,确保回收煤气柜的安全。
新增的氧含量分析系统需要对煤气回收总管中的氧含量进行连续、实时在线监测和分析,为反映煤气工况和工艺控制提供准确的数据,总管道煤气氧含量分析输出的氧含量信号参与控制,根据上述工况要求,选用激光氧气分析仪比较合适,该分析仪针对各种尾气、反应釜、过程气中的氧气含量检测分析,具有灵敏度高、响应速度快、不受背景气体干扰、不受粉尘干扰、非接触式测量等特点,为实时准确地反映总管中的氧气变化提供可靠数据。
吉林某石化企业苯酚丙酮装置是国外公司引进的技术,氧化单元是放热反应,其排放尾气中的氧气浓度能反映出氧化反应质量的高低,同时也反映出装置的生产是否安全。由此可知,氧气浓度的数据非常重要,于是企业选用6台氧含量分析仪同时分析尾气中氧气的含量。当一台仪表的检测值超过8%时,即可进入联锁停车系统。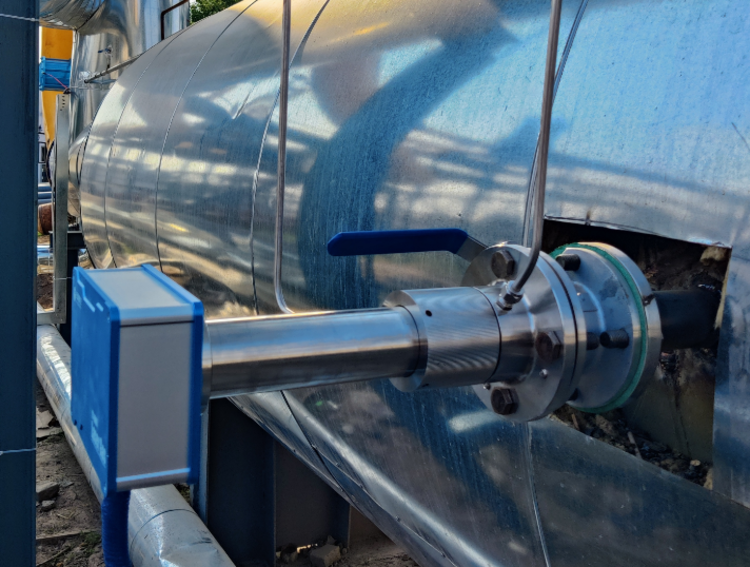
陕西某热解气化污泥处理项目正式运行,该项目采用较为的工艺技术,比同类工艺能耗低35%。热解气化污泥处理工艺是将污泥中的有机成分裂解挥发成氢气和一氧化碳等可燃气体,无机物以残渣形式排产,成为建材原料。在工艺过程中,炉窑烟气中氧气含量的控制和锅炉燃烧、经济效益密切相关。烟气氧含量过低或过高都会造成热效率降低、污染环境和影响锅炉使用寿命。因此,需要配套使用激光氧含量分析仪对烟气中的氧含量进行实时监测,将空气过剩系数控制在合理范围内,让锅炉达到理想的燃烧状态,降低排放污染,延长锅炉使用寿命。
从2023年参加该项目氧含量分析仪投标起,分析仪供应商就根据燃烧炉实际出口烟气和炉内压力情况积极开展工作,为该项目设计并提供了激光氧含量分析仪测量的方案和设备。项目开展期间,分析仪器经过对参数、产品说明、运行记录等信息的考察,为热解气化污泥处置项目按时投入运行提供了技术保障。据考察了解,该项目运行后,在氧含量分析仪提供的数据支持下,污泥处理规模可达每月2万吨,实现了污泥“变废为宝”的目的。
在煤粉制备系统中,当氧气浓度低于某一极限值时,无论粉尘浓度多大,粉尘云均不会发生爆炸,该值称为粉尘的极限氧含量。在实际应用中,企业需要使用氧含量分析仪对工艺中的氧气浓度进行实时在线监测,通过检测出的氧浓度值判断是否进行惰化来降低氧气浓度。
降低氧气浓度会使粉尘的爆炸压力和爆炸压力上升速率下降,减少爆炸的猛烈程度,在进行抗爆容器设计、爆炸泄压设计或爆炸抑制设计中降低对爆炸防护系统的要求。降低氧气浓度还会增大粉尘云的着火温度、点燃能量和爆炸下限,使得粉尘云发生点燃的能力降低。
- 激光氧气分析仪
- 气体分析
- 广东深圳
- 郭堃



