广告字激光焊接机

- 面议
- 2019-06-13 14:12:01
- 广告字激光焊接机
- 广东深圳
- 常小姐 13530250039
- 深圳市睿利汉深激光设备有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
激光焊接是一种新型的焊接方式,也是激光材料加工技术应用的重要方面之一,激光焊接主要针对薄壁材料、精密零件的焊接,焊接过程属于热传导型,即激光辐射加热工件表面,表面热量通过热传导向内部扩散,通过控制激光脉冲的宽度、能量、峰值功率和重复频率等参数,使工件熔化,形成特定的熔池。可实现点焊、对接焊、叠焊、密封焊等,深宽比高,焊缝宽度小,热影响区小、变形小,焊接速度快,焊缝平整、美观,焊后无需处理或只需简单处理,焊缝质量高,无气孔,可控制,聚焦光点小,定位精度高。
产品介绍:
YAG激光焊接原理
激光焊接是利用激光束的方向性和高功么密度等特点进行工作。通过光学系统将激光束聚焦在很小的区域内,在极短的时间内使被焊处形成一个能量高度集中的热源区,从而使被焊物熔化并形成牢固的焊点和焊缝。
2、激光焊接的机理
脉冲激光焊接可分为传热溶化焊接和深穿入熔化焊接
传热溶化焊接是指当激光束照射到材料的表面上时,材料吸收光能而加热熔化。材料表面层的热以传导方式继续向材料深处传递,直至将两个待焊件的接触面互溶并焊接在一起。
深穿入熔化焊接是指当更大功率密度的激光束照射到材料上时,材料被加工熔化以至气化,产生较大的蒸汽压,在蒸汽的压力的作用下,溶化金属被挤在周围使照射处(熔池)呈现出一个凹坑,随着激光束的继续照射,凹坑越来越深,并穿入到另一个工件中。激光停止照射后,被排挤在凹坑周围的溶化金属重新流回到凹坑里,凝固后将工件焊接在一起。
l、激光焊接加工方法的特征
A、非接触加工,不需对工件加压和进行表面处理。
B、焊点小、能量密度高、适合于高速加工。
C、短时间焊接,既对外界无热影响,又对材料本身的热变形及热影响区小,尤其适合加工高熔点、高硬度、特种材料。
D、不需要真空环境(可在空气中直接进行)、不会像电子束那样在空气中产生X射线的危险。
E、与接触焊工艺相比.无电极、工具等的磨损消耗。
F、无加工噪音,对环境。
G、微小工件也可加工。此外,还可通过透明材料的壁进行焊接。
H、可通过光纤实现远距离、普通方法难以达到的部位、多路同时或分时焊接。
I、很容易改变激光输出焦距及焊点位置。
J、很容易搭载到自动机、机器人装置上。
K、对带绝缘层的导体可直接进行焊接,对性能相差较大的异种金属也可焊接。
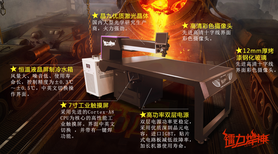
睿利汉深激光焊接系列机型特点:
焊斑能量分布均匀,具有焊接特性所需要的佳光斑;
方便各种焊接工序。
适应各种复杂焊缝,各种器件的点焊;
采用英国进口陶瓷聚光腔体,更具有耐腐蚀、耐高温、寿命更长久
具有24小时连续工作能力,整机工作性能稳定
操作方便,软件人性化设计,界面友好,一学就懂
应用范围:
适用于不锈钢、金、银、合金、钢、金钢石等同材焊接或异种材料焊接,广泛应用于广告字 手机电池、传感器、医疗器械、工艺礼品、钟表、电子元件、传感器、精密机械、通信等行业。
三、激光焊接机主要配件明细表
W200
激光晶体 成都晶九
激光腔体 英国摩根
激光电源 单相或三相
冷水机 恒温/循环 1.2P
氙灯 壹 支 北京十一所
观察系统 高清彩色摄像头
定位及遮光系统 标准配置
控制系统 触摸屏
机身支架 焊神系列板金
设备主要参数
产品详情
配置 型号 LL-HS-300W/500W
激光波长 1064nm
大激光输出功率 300-500W
大激光峰值功率 300-500W
大激光脉冲能量 110J/20ms
光路输出数量 1路(硬光路)
出光方式 YAG脉冲
能量出光不均匀性 <±10%
能量波动性 <±10%
脉冲宽度 0.5-4ms
脉冲频率 0-100Hz
控制模式 YAG固定参数模式
聚光腔 订制焊接单灯或双灯腔
瞄准定位方式 高清彩色摄像头
电力需求 220V±5% 或380V±5% 50Hz 40A
主机耗电功率 10KW 两相或三相 220V或380V±5%
冷水机耗电功率 4KW三相 380V±5%
冷水机/品牌 5P冷水机(松下压缩机)
镜片 石英
软件 焊接
工作台 特制钢化玻璃
镜头 200MM集聚
机柜 自制钣金
- 广告字激光焊接机
- 激光焊接机
- 广东深圳
- 常小姐
光纤激光焊接机信息
-
 北京市有20米密云县升降车出租租赁¥ 888
北京市有20米密云县升降车出租租赁¥ 888 -
 120电缆回收矿用电缆回收价格查询¥ 100
120电缆回收矿用电缆回收价格查询¥ 100 -
 鬼怒甘草莓苗怀柔稳产种植技术面议
鬼怒甘草莓苗怀柔稳产种植技术面议 -
 锡林浩特市安利专卖店铺夜间修护哪家专业¥ 135
锡林浩特市安利专卖店铺夜间修护哪家专业¥ 135 -
 上海人民广场夏季降温冰块小冰块降温冰配送¥ 35
上海人民广场夏季降温冰块小冰块降温冰配送¥ 35 -
 双鸭山市刚发芽的草莓苗图片优质高产成活率高¥ 1
双鸭山市刚发芽的草莓苗图片优质高产成活率高¥ 1









