遂宁质量焊接弯头





1/6
- 面议
- 2024-07-19 00:56:48
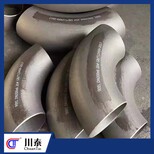
- 焊接弯头
- 上海
- 王恒远 15882366614
- 成都市川泰聚好阀门有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
为了方便焊接,管件和所连接的管子的钢种是相同的。也就是说,所有管道配件都经过标称处理,并且表面和内部的标称氧化皮通过喷丸处理喷出,然后涂上防腐涂料。这是出于出口需要。而且,在该国,为了运输的便利还避免腐蚀和氧化。
冲压对焊弯头进行焊接:
一、冲压对焊弯头焊后硬化性大,轻易产生裂纹。若采用同类型的冲压对焊弯头焊接,需要进行300℃以上的预热和焊后700℃左右的缓冷处理。若焊件不能进行焊后热处理,则应选用冲压对焊弯头焊条。
二、为防止因为加热而产生睛间侵蚀,焊接电流不宜太大,比碳钢焊条较少20%左右,电弧不宜过长,层间快冷,以窄焊道为宜。
在石油化工行业中,90度对焊弯头被广泛应用于石油和天然气管道的连接。这些管道通常需要经过高压和高温的环境,因此它们的连接非常牢固和可靠。使用90度对焊弯头可以确保管道的稳定性和安全性,从而降低了管道系统出现故障的风险。
- 焊接弯头
- 焊接弯头
- 上海
- 王恒远
成都市川泰聚好阀门有限公司为你提供的“遂宁质量焊接弯头”详细介绍



