各式各样冲压五金厂商五金冲压件小五金折弯件生产工厂






- 面议
- 2024-09-11 15:29:55
- 国产
- 广东
- 冲压五金,五金冲压件,小五金件,精密五金..
- 上海
- 王小姐 13652509507
- 东莞市首壹五金有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
设计原则
⑴设计的冲压件满足产品使用和技术性能,并能便于组装及修配。
⑵设计的冲压件有利于提高金属材料的利用率,减少材料的品种和规格,尽可能降低材料的消耗。在允许的情况下采用价格低廉的材料,尽可能使零件做到无废料及少废料冲裁。
⑶设计的冲压件形状简单,结构合理,以有利于简化模具结构、简化工序数量,即用少、简单的冲压工序完成整个零件的加工,减少再用其他方法加工,并有利于冲压操作,便于组织实现机械化与自动化生产,以提高劳动生产率。
⑷设计的冲压件,在能正常使用情况下,尽量使尺寸精度等级及表面粗糙度等级要求低一些,并有利于产品的互换,减少废品、产品质量稳定。
⑸设计的冲压件,应有利于尽可能使用现有设备、工艺装备以及工艺流程对其进行加工,并有利于冲模使用寿命的延长。
五金冲压件应用领域
1)汽车行业的冲压。以拉深为主。在我国这部份主要集中在汽车厂、拖拉机厂、飞机制造厂等大厂,立的大型冲压拉深厂还未几见。
(2)汽车等行业零部件类冲压。主要是冲剪成形。这部门的企业有很多都归在尺度件厂,也有一些立的冲压厂,目些汽车厂或拖拉机厂的附近都有很多这样的小厂。
(3)电器件冲压厂。这类厂是一个新的工业,跟着电器的发展而发展起来,这部门厂主要集中在南方。
(4)糊口日用品冲压厂。做一些工艺品,餐具等,这些厂近几年也有大的发展。
(5)家用电器部件冲压厂。这些厂都是在我国家用电器发展起来后才泛起的,大部门分布在家电企业内。
(6)特种冲压企业。如航空件的冲压等就属于这类企业,但这些工艺厂也都归在一些大厂。
五金冲压件广泛的应用于我们生活当中的各个领域,电子厂用量特别多的,电子产品都用到冲压件的,包括一些电子器件、汽车配件、装饰材料等等。我们通常说的冲压件一般是指的是冷冲压零件,举个例子,一块铁板,想把它变成个快餐盘,那就得先设计一套模具,模具的工作面就是盘子的形状,用模具压这铁板,就变成你想要的盘子了,这就是冷冲压,就是直接用模具对五金材料进行冲压。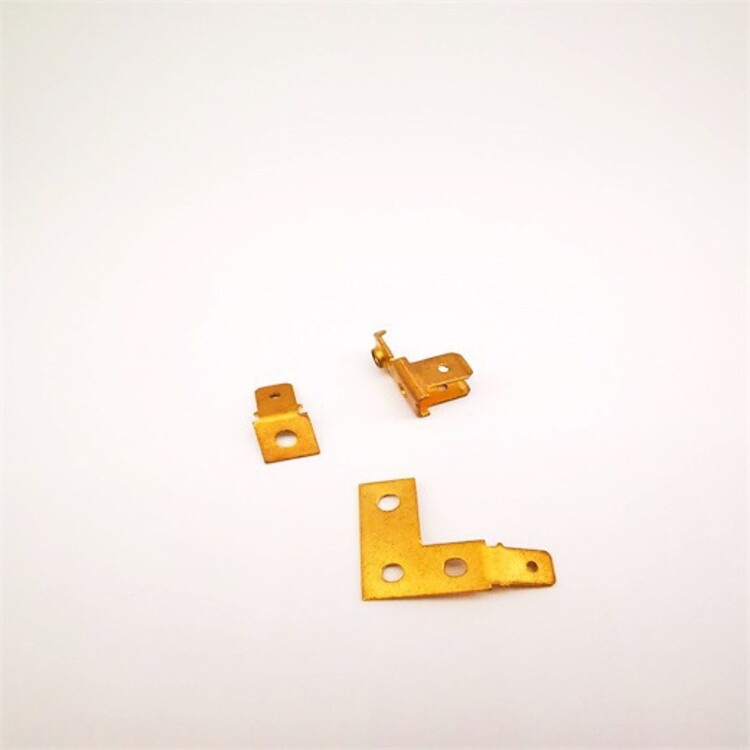
冲压行业竞争不断加大,现在很多冲压厂面临着下游客户的不断压价。有效的降低成本已经成为每个冲压厂急需解决的问题。那么冲压厂应该如何有效合理的降低五金冲压件的成本呢?小编为大家详细的分析下:一,选择完善良好的冲压工艺在生产五金冲压件之前要制定完善良好的冲压工艺,只有合理的冲压工艺才能在实际的生产过程中少故障、少废品,同时也能大大提高产品的产量。二,良好的冲压模具五金冲压件时要靠冲压模具来直接加工生产的,所以一定要模具的质量,尤其时对于大批量生产的五金冲压件,模具质量的高低在很大程度上影响着五金冲压件的成本。
此外,也在合理的情况下尽量减少产品生产的工序。三,采用自动化生产现如今五金冲压件,尤其是重量比较小的电子冲压件成本占比的往往是人工成本。所以推行冲压自动化已经是势在必行的趋势了。四,尽量采用连续模推行冲压自动化采用连续冲压模具,不过算时采用人工冲压,对于有些产品在可能的情况下,也是要考虑采用简单的连续模的。五,合理利用材料对于要求不高的产品,可以充分利用边角料生产。对于要求比较高的产品,在设计排料时也要充分利用材料,降低废料占比。当然,降低五金冲压件的成本每个冲压厂都有自己的一套思路和方案。针对不同的产品,也要具体情况具体分析,不过终基本也还是在这五个方面下功夫。
如今经济环境不好,各行各业都是比较困难。加工行业也是遇到了不小的阻力,但是要想不断的发展要走好每一步。实现五金冲压件的可持续发展,对于五金冲压行业来说,需要知道应该如何去改变、去适应市场的发展。
1、五金冲压件加工企业在发展的过程中,要始终把技术发展放在位。把握住市场的发展动向,培养一批技术人才,提高冲压加工和模具制造的技术,把五金冲压件的方向朝着汽车、航空、手机、电脑、电子等比较规模实力大的方向发展。这是人们日常说的大树底下好乘凉的意思。只有把握住市场的动向才能不断扩大自己在五金冲压行业内的市场份额。
2、树立自来的市场场,五金冲压件虽小但是也要建立自。有时候并不一定要求工厂规模多大,但是一定要正规。各个工序都有严格的管理规定,一定不能像是一盘散沙!
3、虚心学习。俗话说活到老学到老。五金冲压件加工行业也是一样的,自己的实力和精力永远时有限的。只有不断的学习才能进步,学习别人的长处拟补自己的不足。除此之外,虽然说五金冲压件不属于服务业,但是也一定要做好售前和售后服务,为了值钱不再时产品而是服务。
五金冲压件是一系列流程后的产品,在不同的过程具有不同的称呼,即我们常说的术语。如今我们来看下关于五金冲压件常见的术语。
、拉深:把平直毛料或工序件变为空心件,或者把空心件进一步改变形装和尺寸的一种冲压工序。拉深时空心件主要依靠位于凸模底部以外的材料流入凹模而形成。
第二、切边:利用五金冲压模具修整成形工序的边缘,使之具有一定的直径、一定的高度或一定形状的一种冲压工序。
第三、冲孔:将废料沿封闭轮廓从材料或工序件离的一种冲压工序,在材料或工件上获得需要的孔。
第四、翻边:沿外形曲线周围将翻成侧立短边的一种冲压工序。
第五、翻孔:沿内孔周围将材料翻成侧立凸缘的一种冲压工序。
第六、落料:将材料沿封闭轮廓分离的一种冲压工序,被分离的材料成为工件或工序件,大多数是平面性的。
第七、整形:依靠材料流动,少量改变工序件形状和尺寸,以工件精度的一种冲压工序。
- 国产
- 冲压五金,五金冲压件,小五金件,精密五金..
- 五金加工
- 上海
- 王小姐
- 国产
- 广东
- 铜


