日照容器板零割牌坊件-355B钢板切割钢结构用表面平整光滑



- ¥1800.00 ≥5吨
- ¥1900.00 3-5吨
- ¥2000.00 1-3吨
- 2024-11-22 13:54:18
- Q345R
- 宝钢
- 钢板切割,钢板零割,钢板加工,钢板下料
- 山东日照
- 王经理 18014331668
- 弘钻金属科技(常州)有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
日照容器板零割牌坊件-
火焰切割前,钢板通常会被预热,预热温度主要取决于钢板的质量等级和厚度,预热方法可以通过使用火焰喷、电子加热垫或加热炉来进行。为了确定钢板的预热效果,需要在受热表面测试所需的温度。注:应特别注意预热,以使正钢板的界面受热均匀,从而避免热源的区域局部过热。
钢板切割-钢板零割 2.1切割下料设主要包括数控火焰切割机、数控等离子切割机、直条切割机、半自动切割机等。2.2在气割前,先检查整个气割系统的设和具全部运转正常,并确保安全的条件下才能运行,而且在气割过程中应注意保持。3.1在进行自动切割时,吊钢板至气割平台上,应钢板单边两端头与导轨的距离差在5mm范围内。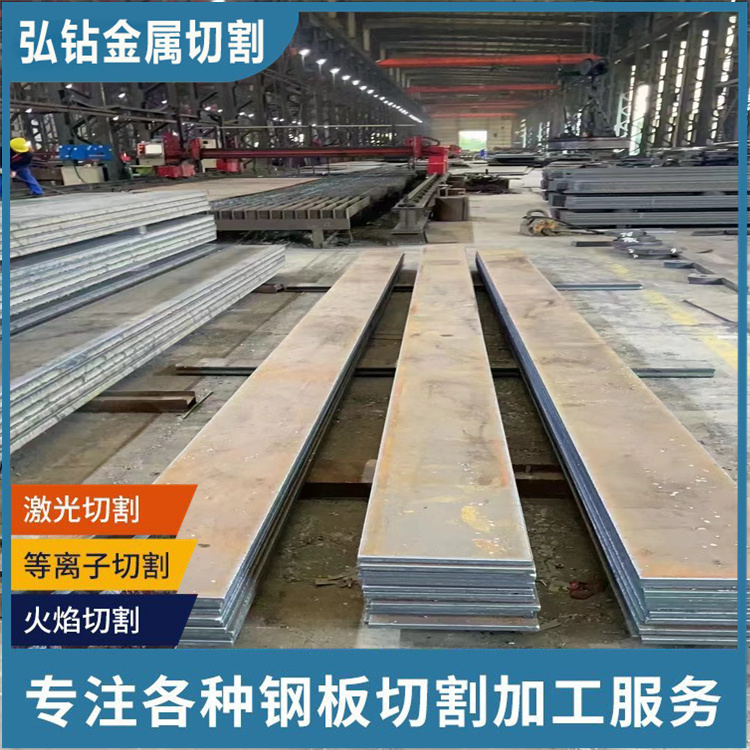
日照容器板零割牌坊件-355B钢板切割 钢结构用表面平整光滑 整体结构的设计系统的设计,引入与设计的问题的算法,通过在连续单个钢板设计设计问题,即支持批量调度转换多个钢的设计问题,的生产进行了研究,使用搜索方法以损耗和试切研究和设计,使用基于图形功能启发式算法研究和的分类方法切割设计的地图。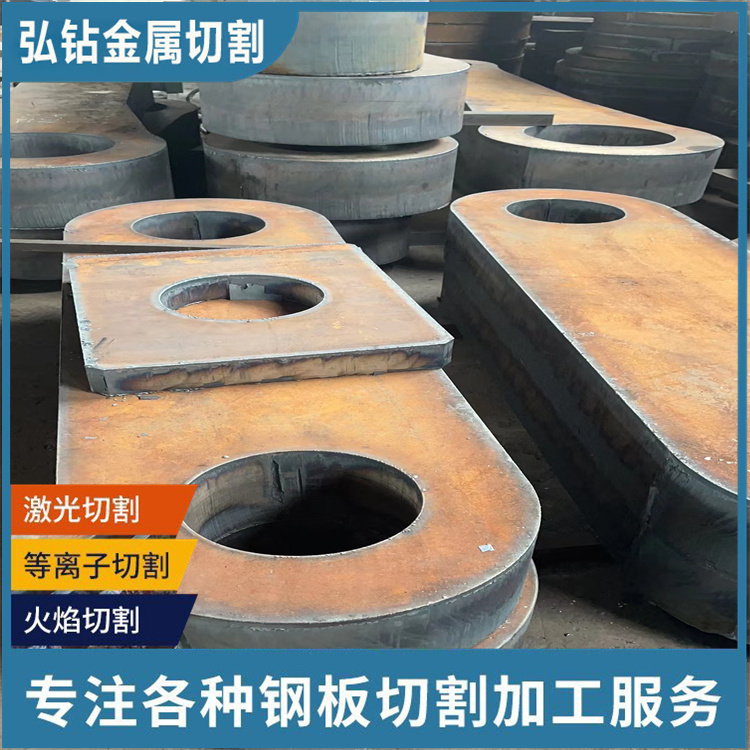
使用布置成套的槽双模整个加料过程大大了钢的效果,数控切割机的工作效率也大大,在切割之后,裂缝沿着钢的切割边缘朝向基部延伸,并且裂缝的宽度从前端到基部逐渐减小,在边缘处形成厚且低的可塑性区域,切。如今许多行业的不断进步,使工业自动化程度越来越高,因此机器人广泛用于工业生产,切割机器人也得到广泛应用,目前,切割机器人主要采用离线教学再现和编程的方法,当进程置于不同或外部环境的变化,就需要重新编程。
钢板零割可以根据需要对材料进行加工切割。在进行零割时吊钢板至气割平台上,需调整钢板单边两端头与导轨的距离差(5mm范围内)。根据自动切割及半自动切割的不同方式,调整各把割的距离,确定后拖量以及割缝补偿;再次在进行厚板切割时,预热火焰要大一些,气割气流长度超出工件厚度的1/3;在钢板上切割尺寸不同的工件时,要先切割小件,再割大件;达到满意的切割效果。
- 钢板切割,钢板零割,钢板加工,钢板下料
- 容器板
- 山东日照
- 王经理
- Q345R
- 宝钢



