武汉12CR1MVG特种圆钢实体仓库





- ¥8500.00
- 2024-11-10 15:05:47
- Cr12MoV
- Φ140
- 特种圆钢
- 山东青岛
- 潘庆超 16262207777
- 山东轧三特钢有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
40Cr圆钢
40Cr这种钢经调质后用于制造承受中等负荷及中等速度工作的机械零件,如汽车的转向节、后半轴以及机床上的齿轮、轴、蜗杆、花键轴、套等;经淬火及中温回火后用于制造承受高负荷、冲击及中等速度工作的零件,如齿轮、主轴、油泵转子、滑块、套环等;经淬火及低温回火后用于制造承受重负荷、低冲击及具有耐磨性、截面上实体厚度在25mm以下的零件,如蜗杆、主轴、轴、套环等;经调质并高频表面淬火后用于制造具有高的表面硬度及耐磨性而无很大冲击的零件,如齿轮、套筒、轴、主轴、曲轴、心轴、销子、连杆、螺钉、螺帽、进气阀等。此外,这种钢又适于制造进行碳氮共渗处理的各种传动零件,如直径较大和低温韧性好的齿轮和轴。
不锈钢折弯注意事项
1、单位尺寸下,板材越厚,所需折弯力越大,而且随着板厚在选择折弯设备时折弯力的裕量应该更大,不锈钢因导热性比普通低碳钢差,延伸率低,导致所需变形力大;
2、单位尺寸下,抗拉强度越大,延伸率越小,所需折弯力越大,折弯角应该越大,相对于碳钢相同板厚的不锈钢折弯角较大,这一点应特别注意否则会出现压弯裂纹,影响工件强度。
3、设计图中板厚与折弯半径对应情况下,根据经验,一道弯工件的展开尺寸为直角边相加减去两个板厚,完全可以满足设计精度要求,根据经验公式计算展开量可简化计算过程大大提高生产效率!
圆钢是指截面为圆形的实心长条钢材。其规格以直径的毫米数表示,如50即表示直径为50毫米的圆钢。圆钢分为热轧、锻制和冷拉三种。热轧圆钢的规格为5.5-250毫米。其中:5.5-25毫米的小圆钢大多以直条成捆供应,常用作钢筋、螺栓及各种机械零件;大于25毫米的圆钢,主要用于制造机械零件或作无缝钢管坯。
一、简介
圆钢是指截面为圆形的实心长条钢材。圆钢的生产加工类型分热轧、锻制和冷拉三种。热轧圆钢的直径为5~250mm,其中直径5~9mm的常用做拉拔钢丝的原料。因此称为线材,由于一般是成盘供货的,所以也叫热轧盘条。
二、用途
圆钢的生产加工类型分热轧、锻制和冷拉三种。其中圆钢大部分使用的是热轧工艺,其小的规格为5.5毫米,大的规格能达到250毫米,其中:5.5-25毫米的小圆钢大多以直条成捆供应,常用作钢筋、螺栓及各种机械零件;大于25毫米的圆钢,主要用于制造机械零件或作无缝钢管坯。
三、分类
1、按化学成分分类
碳素钢按化学成分(即以含碳量)可分为低碳钢、中碳钢和高碳钢。
(1)低碳钢
又称软钢,含碳量从0.10%至0.30%低碳钢易于接受各种加工如锻造,焊接和切削,常用于制造链条,铆钉,螺栓,轴等。
(2)中碳钢
碳量0.25%~0.60%的碳素钢。有钢、半钢、沸腾钢等多种产品。除碳外还可含有少量锰(0.70%~1.20%)。按产品质量分为普通碳素结构钢和碳素结构钢。热加工及切削性能良好,焊接性能较差。强度、硬度比低碳钢高,而塑性和韧性低于低碳钢。可不经热处理,直接使用热轧材、冷拉材,亦可经热处理后使用。淬火、回火后的中碳钢具有良好的综合力学性能。能够达到的高硬度约为HRC55(HB538),b为600~1100MPa。所以在中等强度水平的各种用途中,中碳钢得到广泛的应用,除作为建筑材料外,还大量用于制造各种机械零件。
(3)高碳钢
常称工具钢,含碳量从0.60%至1.70%,可以淬硬和回火。锤,撬棍等由含碳量0.75%的钢制造;切削工具如钻头,丝攻,铰刀等由含碳量0.90%至1.00%的钢制造。
圆钢重量的计算方法:直径*直径*0.00614=KG/米
1、批零兼营,一支起售;
2、客户可以随意挑选自己所需的长度或其他要求;
3、提供气割、锯切等配套服务;
4、代订、代购各类钢厂合同或规格;
5、调剂本库暂缺的规格,省去您奔波采购的辛劳。
合金结构钢用途
合金结构钢广泛用于船舶、车辆、铁路、桥梁、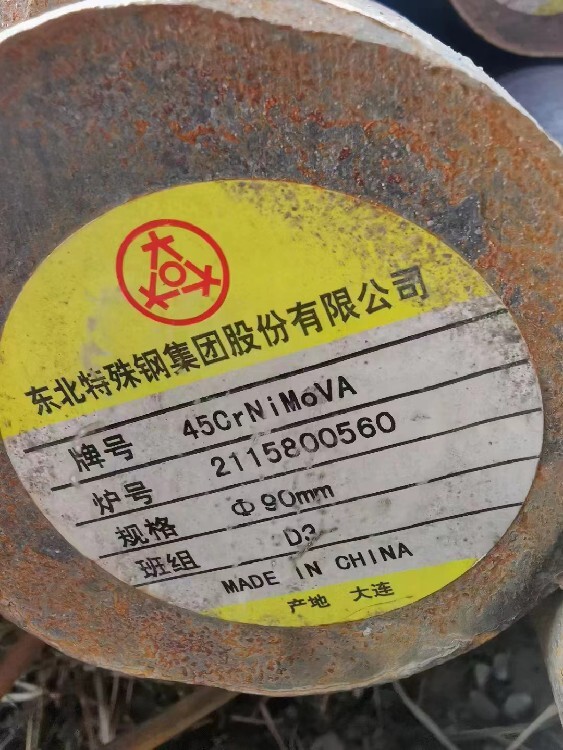
圆钢规格
圆钢是指截面为圆形的实心长条钢材。其规格以直径的毫米数表示,如"50"即表示直径为50毫米的圆钢。
圆钢分为热轧、锻制和冷拉三种。热轧圆钢的规格为5.5-250毫米。其中:5.5-25毫米的小圆钢大多以直条成捆供应,常用作钢筋、螺栓及各种机械零件;大于25毫米的圆钢,主要用于制造机械零件或作无缝钢管坯
圆钢与其它钢筋的区别:
1、外型不一样,圆钢外型光圆,无纹无肋,其它钢筋表面外型有刻纹或有肋,这样造成圆钢与混凝土的粘结力小,而其它钢筋与混凝土的粘结力大。
2、成份不一样,圆钢(钢)属于普通低碳钢,其它钢筋多为合金钢。
3、强度不一样,圆钢强度低,其它钢强度高,即直径大小相同的圆钢与其它钢筋相比,圆钢所能承受的拉力要比其它钢筋小,但圆钢的塑性比其它钢筋强,即圆钢在被拉断前有较大的变形,而其它钢筋在被拉断前的变形要小得多。
热轧圆钢规格为5.5-250毫米,圆钢的材质为Q235
圆钢是指截面为圆形的实心长条钢材。其规格以直径表示,单位毫米(mm),如“50mm”即表示直径为50毫米的圆钢。
分类
圆钢分为热轧、锻制和冷拉三种。热轧圆钢的规格为5.5-250毫米。其中:5.5-25毫米的小圆钢大多以直条成捆的供应,常用作钢筋、螺栓及各种机械零件;大于25毫米的圆钢,主要用于制造机。
35crmo圆钢,钢材的一种。35CrMo圆钢有很高的静力强度、冲击韧性及较高的疲劳限,淬透性较40Cr高,高温下有高的蠕变强度与持久强度,长期工作温度可达500℃;冷变形时塑性中等,焊接性差。用作在高负荷下工作的重要结构件,如车辆和发动机的传动件;汽轮发电机的转子、主轴、重载荷的传动轴,大断面零件主营产品有:
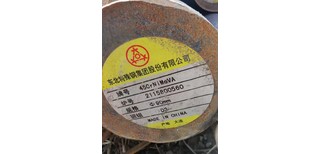
40CrNiMoA、20CrNiMoA(8620H)、16MnCr5、20CrNi2Mo、20CrMnMo、40CrMnMo、30CrMo圆钢4130圆钢、45CrNiMoVA、16MnCr5、20MnCr5(20CrMn)、18Cr2Ni4WA、12CrNi3、20Cr2Ni4A、35CrMnSiA、30CrMnSiA、18CrNi3Mo、25Cr2MoV、25Cr2Mo1V、35CrMoV、34CrNi3Mo、17CrNiMo6、20CrNi3、30CrNi3、GCr15、37CrNi3、9Cr18MoV、25Mn_75Mn、40CrNi-50CrNi、1Cr13、2Cr13、16Mn、20Cr、40Cr、9Cr18Mo等材质的线材、方钢、圆钢、扁钢、25Cr2MoVA圆钢报价钢锭等,并可以根据要求提供各种材质的铸件、零部件粗/精加工件等加工
1.适用于15CrMo合金圆钢、半成品拉制的酸洗方法
现以15CrMo合金圆钢为例,叙述几种常用酸洗工艺。至于经过热处理的半成品,一般不另行剥壳去锈即直接进入酸洗。其它操作顺序则与15CrMo合金圆钢相同。
(1)以剥壳、上石灰糊为主的酸洗工艺其工艺流程为。
15CrMo合金圆钢-→剥壳去锈-→酸洗-→水洗-→高压水冲洗-→上油脂石灰糊-→干燥
这种工艺过去应用很广,适用于普碳钢丝、结构钢丝、钢芯铝绞线钢丝、一般弹簧钢丝的毛坯和半成品的拉拔。缺点是粉尘多,已有被其它酸洗工艺取代的趋势。
(2)以剥壳、锈化为主的酸洗工艺--其工艺流程为。
15CrMo合金圆钢-→剥壳去锈-→酸洗-→水洗-→高压水冲洗-→锈化-→沾薄石灰水-→干燥
此种拉丝粉尘较少,是当前采用较多的一种。它适用于普碳钢丝、结构钢丝、制绳钢丝、钢芯铝绞线钢丝、一般弹簧钢丝等的毛坯和半成品的拉拔。有的单位还省去锈化工序,冲洗后直接沾灰。
(3)以剥壳、磷化为主的酸洗工艺。
15CrMo合金圆钢-→剥壳去锈-→酸洗-→水洗-→高压水冲洗-→磷化-→冲洗-→皂化-→干燥 有的单位将此种工艺用于一般15CrMo合金圆钢的毛坯和半成的拉拔。但在热处理时,仅适用于电接触炉,而不适用于燃料热处理炉,因其会引起马弗砖炉孔的堵塞(电接触炉则无此病)。
此种工艺并不适用予毛坯的酸洗,对于粗规格的线材,由于拉拔后残留的磷化层较厚,还会引起挂铅,尤其不利于钢丝,并且成本较高。
(4)以正火、锈化为主的酸洗工艺其工艺流程为:
线材-→正火-→酸洗-→水洗-→高压水冲洗-→锈化-→沾薄石灰水-→干燥
这种工艺与上述不同,它不剥壳去锈而需经过正火,适用于较高强度弹簧钢丝的毛坯和其他钢丝半成品的拉拔。
2.适用予成品前15CrMo合金圆钢的酸洗工艺
成品前15CrMo合金圆钢,一般指后一道热处理的钢丝.
(1)以石灰糊涂层为主的酸洗工艺其工艺流程为。
热处理钢丝-→酸洗-→水洗、高压水冲洗-→浸涂油脂石灰糊-→干燥
这种酸洗工艺仍广泛用于普碳钢丝和一般中碳钢丝成品的拉拔。
(2)以硫酸铜涂层为主的酸洗工艺其工艺流程为:
热处理15CrMo合金圆钢-→酸洗-→水洗冲洗-→浸涂硫酸铜-→冲洗-→中和-→干燥
此种工艺适用予普碳钢丝、一般中碳钢丝和普通弹簧钢丝成品的拉拔,但不适用于表面镀锌的钢丝。
(3)以磷化涂层为主的酸洗工艺其工艺流程为:
热处理钢丝-→酸洗-→水洗、冲洗-→浸涂磷化层-→水洗、冲洗-→皂化-→干燥
这种酸洗工艺能得到良好的拉拔表面,适用于中碳以上钢丝和高强度弹簧钢丝等成品的拉拔。磷化层的厚度根据拉拔道次而定。
- 特种圆钢
- 圆钢
- 山东青岛
- 潘庆超
- Cr12MoV
- Φ140
- 山东
- 机械制造
- 合结钢
- 聊城
- 热轧
- 热轧