迪庆出售冷弯成型机械设备,冷弯成型机械设备多少钱






1/6
- 面议
- 2024-12-11 17:00:36
- 冷弯成型机械设备
- 山东青岛
- 王泽顺 18824822002
- 佛山市南海区弯达机械厂

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
解结的方法是 a:(如图1)变形区中性层计算准确,变形区内用料计算准确,滚轮加工对称度好。 b:不变形区域尽量不受压(如滑轨底部),装配时上下滚轮各区域间隙保持一致。 c:材料咬入前,应根据前道滚压状态,设置引导斜口,在稳定受压前,材料在滚内滑移平稳。 5、生产中弯曲扭曲的问题,主要是受力不平衡产生的,左右受力不平衡,左右弯曲,上下受力不平衡,产生扭曲。解决方法:设计受力均衡,加工准确,安装调整方便。 6、滚轮加工准确度是关键,为此,制作工具在投影仪下,放大20倍进行检测。 7、主传动边,采用滚子锥轴承,确保主轴径向跳动在0.04MM以内外,主轴不会左右窜动,普通球轴承自身存在间隙,在传动中不能避免轴向窜动。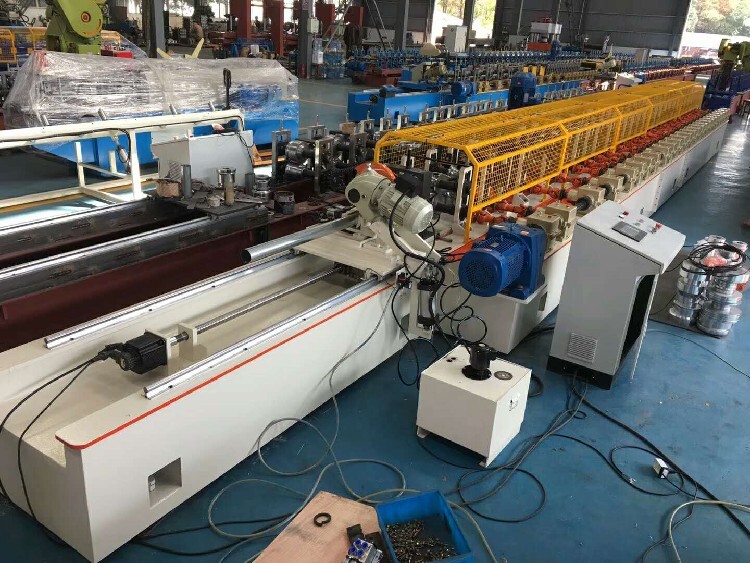
在操作冷弯成型机时,需要确保设备处于正常状态,并清理工作环境。然后,根据要求的成型形状,调整好设备的刀具和辅助装置。接下来,将待加工的金属板材放置在设备上,并穿戴好个人安全防护装备。按下启动按钮后,设备开始工作,根据指示线和标记线对齐刀具,慢慢进行弯曲成型。操作完成后,停止设备的工作。
有芯弯管的工作原理如图2所示,具有半圆形凹槽的弯管模1,由电动机经过减速装置带动旋转,管子4置于弯管模盘上用夹块2压紧,压紧导轮3用来压紧管子的表面,芯轴5利用芯轴杆6插人管子的内孔中,它位于弯管模的中心线位置。
- 冷弯成型机械设备
- 冷弯成型机
- 山东青岛
- 王泽顺
佛山市南海区弯达机械厂为你提供的“迪庆出售冷弯成型机械设备,冷弯成型机械设备多少钱”详细介绍



