经营线性振动摩擦机厂家,振动摩擦机模具





- 面议
- 2025-02-25 14:56:19
- 线性振动摩擦机,振动摩擦机模具,振动摩擦..
- 河南平顶山
- 何小姐 13724594868
- 东莞市欣宇超声波机械有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
安装治具时,注意事项
上治具
拧紧全固定螺丝
使用扭力扳手.
规定转力(Torque) : 100Nm.
上治具螺丝拧紧完,螺纹连接部长度要大概20 ~ 24mm,尽量使用合适的螺丝。
下治具
拧紧全固定螺丝
使用扭力扳手
振动板螺丝孔的固定螺丝连接部完成时,用螺旋钳的话,可能会断上治具固定螺丝。
上治具固定时,请注意拉力(Torque)
固定螺丝破损现象
不会调整频率
焊接时,频率不正常
焊接品质不好
发生噪音
治具替换后,作自动谐振
使用治具时,注意事项
治具重心安装工作台面的中心
不使用欣宇超声波制作的治具时,请先联络欣宇超声波确认设定条件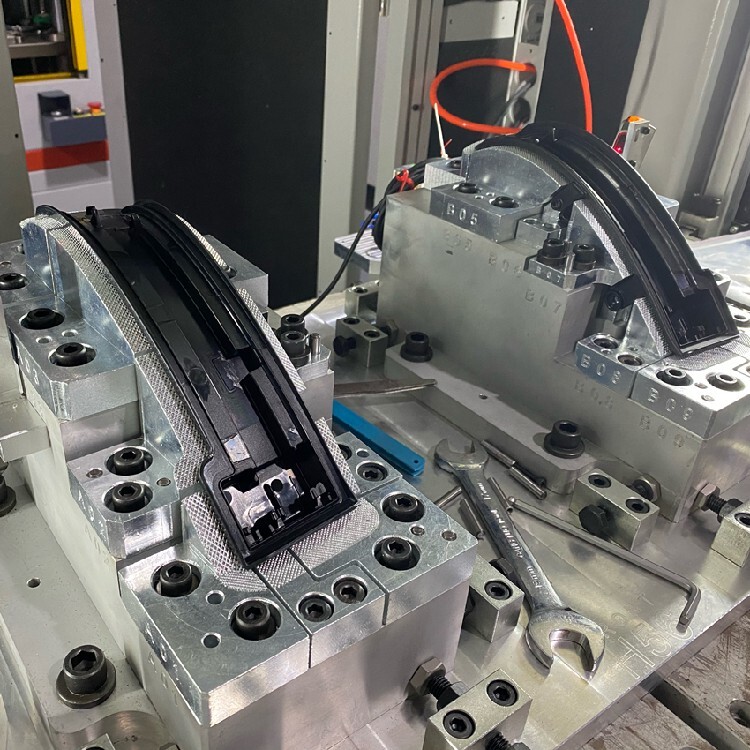
振动摩擦焊接机是通过在施加压力的状态下将线性振动能传递到热塑性塑胶产品的上下接触面,使之产生位移摩擦,所产生的摩擦热将产品完整的焊接在一起。
焊接过程分 4 个阶段
初期摩擦阶段
不稳定熔融阶段
稳定熔融阶段
焊接周期短
适用几乎所有的塑料产品
线性震动摩擦焊接
一步焊接成型
焊接过程:线性震动摩擦,运动面熔层形成,固定面熔层形成,冷却保压
强制摩擦过程中会产生少量的颗粒(这在很大程度上取决于所用的材料)
每种不同的塑料在摩擦的过程中在焊接面达到佳熔点
带红外线预热的线性震动摩擦焊接
焊接过程: 红外线预热,震动转换,运动面熔层形成,固定面熔层形成,冷却保压
根据设定参数,固定夹具面几乎可完全“跳过”
有了这个附加功能,倾斜区域也可成功地焊接,摩擦中的固体颗粒也可以完全避免
设备特点
使用高频率,
摩擦效果好
自动保持振幅恒定
可控制输出功率
焊接模式设定:深度、时间
自动谐振功能
多阶段熔接
易于操作的触控显屏
多种语言界面
储存操作条件
替换治具方便
装有隔音装置
轨迹式摩擦熔接,能有效控制相对加工物在紧密的模具内作圆形轨迹的焊接加工,相较于线性摩擦原理,在圆形加工物上无法充分焊接圆周任一角落。
高刚性机身结构与整体封装的外罩,配合吸音隔离噪音组装,能有效抑制加工时的抖动与高噪音分贝。
精密线性滑轨的加工模具,使得加工成品上下错模减少,达到验收值。
不须位的加工模具,省去模具质量与配重的技术门坎。
针对如PP、尼龙、塑钢等添加玻纤材质能有效焊接。
适用于几乎所有的热可塑性塑料焊接,往复运动方向上具有允许的无约束运动焊缝的制件,中型或大型制件。
振动焊接的材料因素与超声焊接类似:无定形材料比半结晶聚合物更适合采用振动焊接的类似。
环形振动焊接可连接焊区尺寸与焊区到旋转轴的距离近似相等的制件。
线性振动焊接用在允许一个方向上线性振动的成套制件上。
接头当被连接的整个表面是平的或稍向平面外弯曲时,对制件来说振动焊接工艺是理想的。
- 线性振动摩擦机,振动摩擦机模具,振动摩擦..
- 摩擦焊机
- 河南平顶山
- 何小姐



