天津河北SPR铆钉枪,阿特拉斯SPR铆钉枪





1/6
- ¥12000.00
- 2025-02-22 17:25:10
- SPR铆钉枪
- 河南平顶山
- 廖经理 17621707427
- 科沃迪机电设备(上海)有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
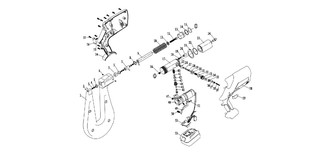
SPR工作原理非常简单:压边圈向下运动对铆接板材进行预压紧,以防止材料在铆钉的作用力下向凹模内流动,而后冲头向下运动推动铆钉向下刺穿上层材料。在凹模与冲头的共同作用下铆钉尾部在下层金属中张开形成喇叭口形状以便锁止,达到连接镶嵌连接目的。
由于多材料车身是未来的发展趋势,因此铆接技术将成为为未来汽车车身的重要连接技术。目前在全铝和钢铝混合车身中主要应用的的铆接技术有:自穿刺铆接(SPR)、流钻螺钉(FDS)、无铆钉铆接((Clinch)和实心铆接等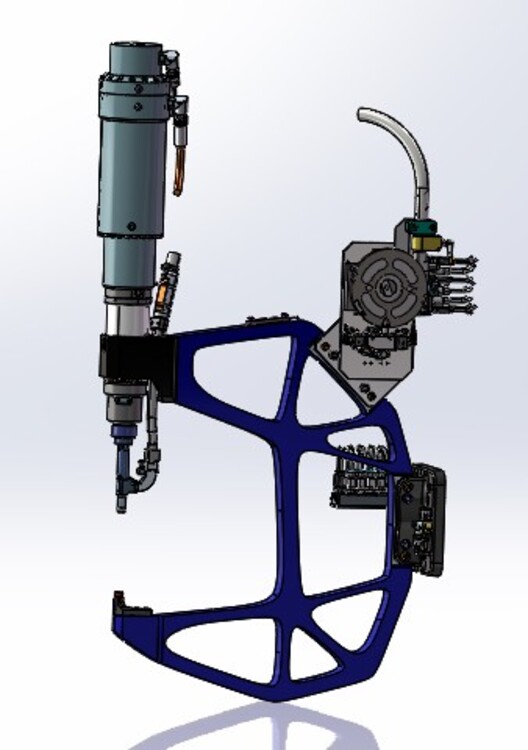
通常情况下,推荐板材抗拉强度UTS<600MPa,高强度的热成型钢,高强钢和特高强度钢(UTS>600MPa)理论上也可以使用,但会使用特殊类型铆钉,铆接难度较大。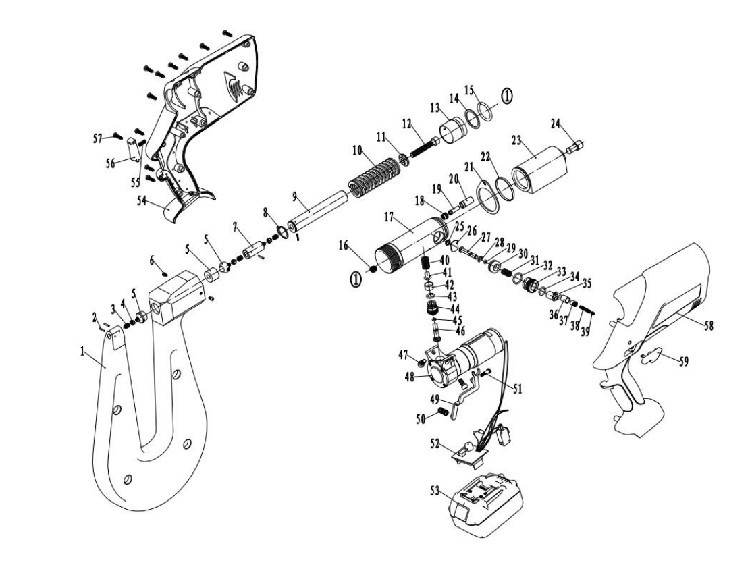
SPR铆接工艺和传统点焊工艺相似,需要一定的铆接空间以及足够的法兰宽度。一般而言,SPR连接设计时,由于铆接设备C形钳结构决定不宜铆接封闭腔体,因此设计时要避免封闭腔体结构。由于C形钳在铆接点处不受干涉,故需避免垂直的法兰边,确保铆接钳能接触到铆接点
SPR铆接工艺对铆接点处的法兰宽度、距离板材边缘的长度以及铆接点间距有一定的尺寸要求,过窄的法兰边以及过近的板材边缘距离,铆接后容易使钣金裂纹,导致连接失效。根据在某新能源汽车上的使用经验,两铆接点之间的间距需要保持小30mm
某新能源汽车上SPR钢-铝连接的应用,前减振器支座是铸铝件,上纵梁是钢制钣金,在钢铝匹配区域涂刷胶水,通过胶水隔绝铝板与钢板,从而避免电化学腐蚀,提高防腐能力;若此连接区域是湿区,为避免铆钉与上层钣金间隙处滞留水渍,长时间侵润会加速钣金腐蚀,需要在铆接头上部区域喷涂PVC保护,确保此处的防腐性能。
- SPR铆钉枪
- 装配工具
- 河南平顶山
- 廖经理
科沃迪机电设备(上海)有限公司为你提供的“天津河北SPR铆钉枪,阿特拉斯SPR铆钉枪”详细介绍



