潍坊供应数控送料机报价





- 面议
- 2024-11-18 05:59:21
- 数控送料机
- 河南平顶山
- 原经理 13335243198
- 潍坊鑫博达自动化设备有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
数控送料机配合普通冲床实现数控生产好的搭配,冲床分为机械式、气动式压力机,运用功率的有效的办法。它的、低成本、低人工运用率已成为业界行业广为认可,但常规的送料机和冲床配合却存在不小的实际运用疑问。
对数控机床送料机进行定期的检测,主要是用来解决一般情况下无法解决的送料机问题,这个时候要*停止设备的运转,然后进行检查,定期检查一般两周进行一次,主要从以下几个方面进行检查: 1、根据油策的油面计检查油量,确保油面在规定范围之内。 2、检查温度计,若油温过低,需利用电热器加热或做暖机运转。 3、检查压力表指针的异常。 4、检查邮箱的保养情况如何,有没有漏油或者生锈的现象,并及时维修,测试油泵是否松动,配管系统有没有问题。 5、对所有的测量设备,例如油温计,油量表,冷却设备,滤油器,压力表等等。 6、检测设备内部是不是有空气进入,及时将废气排除就可以了。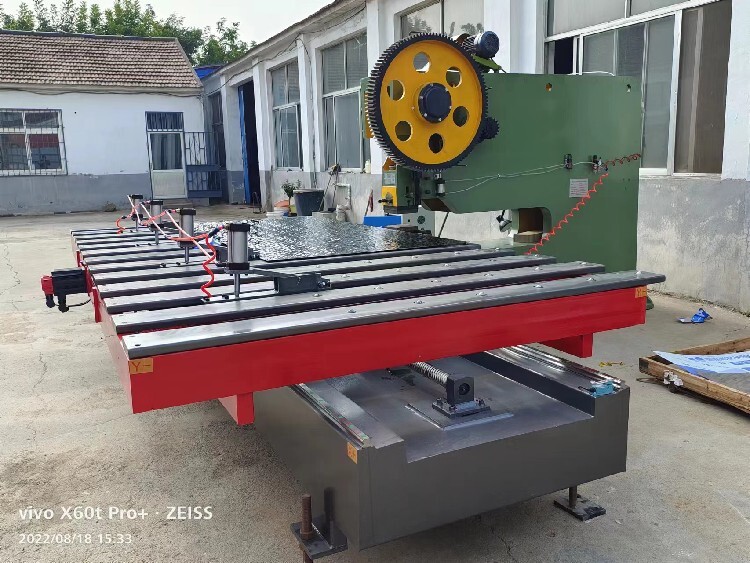
在工作过程中也不能掉以轻心,要多多观察油温表的变换,特别要注意随时让油温控制设备和压力控制阀处于工作状态之下,并且反应迅速,通过压力指示器观察滤油器是否堵塞,还要注意油压设备是否有漏油的现象,出现漏油一般都是由于油温太高。
数控送料机的性能特点:与普通冲床相配套使用,自带模具库管理,实现板材自动重定位,可实现一键式操作、断点加工、计件显示、设备空运行诊断等功能;控制系统采用伺服数控系统,操作灵活方便; 设备具有多项自动保护功能,避免损坏设备、防止损伤操作人员;主要应用于孔的种类不多的钣金冲压、网孔板、落料等产品,可实现自动编程、自动定位、自动送料、自动回位等数控冲床的冲压功能及效果;系统具有自动搜索模具功能,并显示冲压时间、模具寿命等控制电缆采用屏蔽电缆,可有效防止干扰,有拖链、防油、防水、防污染;
不同的定位方式影响因素不同。如机械挡块定位时,定位准确度与挡块的刚度和碰接挡块时的速度等因素有关,定位速度对定位准确度影响很大。这是因为定位速度不同时,应该耗散的运动部件的能量不同。通常,为减小数控送料机的定位误差应合理控制定位速度,如提高缓冲装置的缓冲性能和缓冲效率,控制驱动系统使运动部件适时减速。
直流伺服系统虽有优良的调速性能, 但由于其在结构上采用了易磨损的电刷和换向器, 一方面需要经常维护,另外,由于换向火花,使电动机的高转速受到了限制;另一方面, 直流电动机结构复杂、制造困难、材料消耗大,因此制造成本较高。
随着科学技术和社会生产的不断发展,人们对机械产品的质量和生产效率提出了越来越高的要求, 批量定型产品的生产釆用了数控冲床送料机自动生产线, 实行自动流水作业。尽管初期投资大、生产准备时间长,但在大批量生产条件下,产品质量容易, 生产,平均单件成本低,经济效益非常显著。因此,这些设备在汽车,发电机、家电、钣金、筛板、瓶盖等行业得到了广泛的应用。
数控冲床送料器用于金属卷料,板料,棒材,粒料,粉料,片状料的运送,产品应用也十分广泛! 在当今社会,越来越多的行业将选用机械化送料器厂家介绍送料器可接连运送,工作平稳,不损害被运送物料;操作简略,安全可靠,保养检修简单,维修管理费用低。送料器有较高的度,而且又环保(环境保护),又省时,还大大减少了劳动强度。
送料器的工作精度(测量值与真值的挨近程度)与工序要求的加工精度(测量值与真值的挨近程度)相适应。送料器根据零件的加工精度要求挑选送料器,如精度要求低的粗加工工序,应挑选精度低的送料器,精度要求高的精加工工序,应选用精度高的送料器。
- 数控送料机
- 输送设备
- 河南平顶山
- 原经理

