兰州中厚板厂家现货价格钢板现货销售





- ¥4250.00
- 2024-11-15 06:26:35
- 钢板
- 江苏南京
- 任经理 18893107502
- 甘肃鑫伯巨物资有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
花纹板表面质量分为两级:
普通精度:钢板表面允许有薄层氧化铁皮、铁锈、由于氧化铁皮脱落所形成的表面粗糙和高度或深度古超过允许偏差的其他局部缺陷。
花纹上允许有不明显的毛刺和高度不超过纹高的个别痕迹。单个缺陷的大面积不超过纹长的平方。
较:钢板表面允许有薄层氧化铁皮、铁锈和高度或深度不超过厚度公差之半的其他局部缺陷。
花纹完整无损,花纹上允许有高度不超过厚度公差之半的局部的轻微毛刺。
花纹钢板按实际重量或理论重量交货;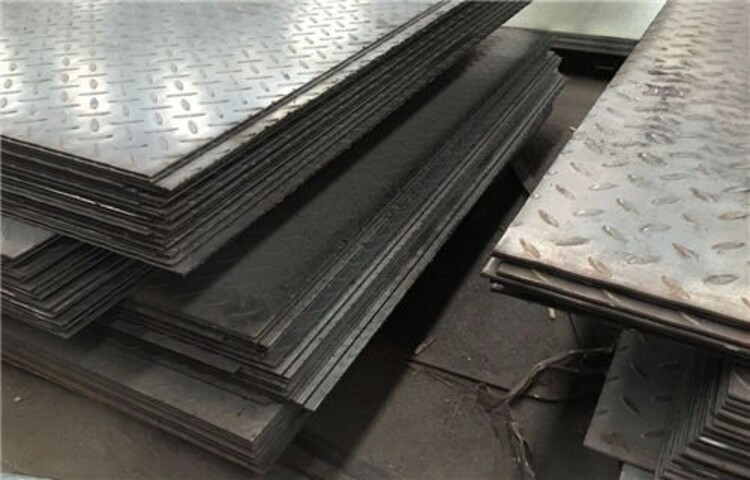
花纹板
花纹上允许有不明显的毛刺和高度不超过纹高的个别痕迹。单个缺陷的大面积不超过纹长的平方。
较:钢板表面允许有薄层氧化铁皮、铁锈和高度或深度不超过厚度公差之半的其他局部缺陷。
花纹完整无损,花纹上允许有高度不超过厚度公差之半的局部的轻微毛刺。
花纹板是指表面带有花纹的钢板,其外形美观、能防滑、强化性能、节约钢材等诸多优点。一般来说,使用方对花纹板力学性能、机械性能要求不高,因此花纹板质量主要表现为花纹成花率、花纹高度,花纹高差。
花纹板的花纹高度是评价花纹板质量好坏的主要指标之一,通过改进雕刻工艺的花纹辊和制定合理的压下制度,可以解决此问题。
1、优化花纹辊制作工艺技术
1)用于花纹板上机使用的花纹辊辊径要求不小于f585mm,辊径差要求1.0~3.0mm,以确保花纹板生产稳定,减少断辊事故发生。
2)花纹辊下辊原始凸度要求为-0.1mm。
3)由于带钢在轧制过程中存在跑偏现象,因此为防止带钢轧制过程中边部没有花纹,将花纹辊轴向刻花长度由1550mm增至1610mm。
4)新刻的花纹辊次上机,轧辊准备车间需对花纹辊进行探伤并对表面进行清理,不允许花纹辊表面有残留金属切割丝、裂纹、剥落缺陷,发现上述缺陷时不得上机使用。另外,花纹辊下机后检查花纹辊有没有损伤,同时检查磨损情况。
5)重新制定花纹辊雕刻技术参数。将原来的小花纹改成大花纹。改进后的花纹加工长度(30.5±0.5)mm,花纹加工宽度(10.5±0.5)mm,花纹加工深度(7.1±0.1)mm。
2、制定合理的压下制度
1)一般需要增加末架轧机压下率,花纹高度足够高。但增加后,同时也就增大了电流和轧制力,这样不仅板形控制难度加大,而且电流长时间超还会发生轧机降速堆钢的生产事故。不直接增加末架轧机压下量,其压下率适合控制在15%~20%。
2)采取适当增加上游机架轧机负荷和适当提高粗轧出口温度和终轧温度,降低轧制速度等方案,可以增加单位时间内流入到花纹槽内的金属量,有效地提高花纹板花纹高度。
花纹板的特点:
花纹板外形美观,能防滑,强化性能,节约钢材等诸多优点,在交通,建筑,装饰装潢,设备周围底板,机械,造船等领域有广泛应用。一般来说,使用方对花纹板力学性能,机械性能要求不高,因此花纹板质量主要表现为花纹成花率,花纹高度,花纹高差。
按照花纹钢板国家标准GB/T 3277规定,花纹高度应大于或等于20%基板的厚度。
花纹板根据材质(铝合金、不锈钢、普通钢材等)不同,花纹形状不同,每平米理论重量也不同。
花纹板性能要求:
1、表面渗碳层硬度高,以的耐磨性和接触疲劳抗力,同时具有适当的塑性和韧性;
2、心部具有高的韧性和足够高的强度。心部韧性不足时,在冲击载荷或过载作用下容易断裂;强度不足时,则较脆的渗碳层易碎裂、剥落;
3 、有良好的热处理工艺性能 在高的渗碳温度(900℃~950℃)下,奥氏体晶粒不易长大,并有良好的淬透性。
- 钢板
- 钢板
- 江苏南京
- 任经理



