煤粉制备一氧化碳氧气在线检测系统





- ¥66666.00
- 2024-12-08 16:04:15
- 一氧化碳/氧气在线监测系统
- 四川绵阳
- 郭堃 15129653023
- 陕西卓宇佳创仪器仪表有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
一氧化碳属于可燃易爆气体,与空气混合能形成爆炸性混合物,爆炸极限为12.5%~74.2%VOL,环境空气中的一氧化碳浓度值处于此浓度范围内时,遇明火、电弧、火花、高温等就会发生爆炸。此外,一氧化碳属也于对人体有毒有害的气体,职业接触限值PC-TWA为20mg/m3(海拔高度小于2000m的非高原),临界不良健康效应为碳氧血红蛋白血症。
人民共和国应急管理部令第10号《工贸企业重大事故隐患判定标准》已经2023年3月20日应急管理部第7次部务会议审议通过,现予公布,自2023年5月15日起施行。其中:
第六条 建材企业有下列情形之一的,应当判定为重大事故隐患:
(一)煤磨袋式收尘器、煤粉仓未设置温度和固定式一氧化碳浓度监测报警装置,或者未设置气体灭火装置的。
具体判定情形:
(1)煤磨袋式收尘器的灰斗或者进、出风口未设置温度监测报警装置。
(2)煤粉仓锥体未设置温度监测报警装置。
(3)煤磨袋式收尘器出风口未设置固定式一氧化碳浓度监测报警装置。
(4)煤粉仓未设置固定式一氧化碳浓度监测报警装置。
(5)煤磨袋式收尘器或者煤粉仓未设置气体灭火装置,或者气体灭火装置未同时设有自动控制、手动控制和机械应急操作三种启动方式。
检测工艺点及测量组份
检测点位:制粉布袋出口、磨煤机入口、煤粉仓
检测组份及量程范围:CO:0—2000ppm,O2:0—10%(组份量程可选可调)
分析目的:为喷煤制粉的安全生产提供数据指导。
联锁控制:本系统自动取样、自动吹扫、自动排水、自动分析输出(信号输出 4-20MA),可通过喷煤总控室与喷煤稀释系统实现数据联锁
分析仪器的选择:电化学、红外、激光
取样探头免维护,新泽公司创新设计,过滤原理创新,根本解决堵塞问题。烟尘过滤能力<200g/NM3,维护量小。
u 系统响应时间<10S,仪表响应时间<1.5S,抽气泵流量大(6L/min),系统响时间<10S是国内同类产品中快的。有效指导安全生产。
u 系统过滤精度≤0.1μm
u 系统可靠性MTBF>3年
u 产品,1套系统可实现多组份同时在线检测。
u 系统为全干法过滤,取样不失真,分析准确。
u 真正完全无人管理的全自动化系统。
u 热值直观显示,时时观察热值变化。
u 实时监测,全自动化触摸屏控制,真正做到全天候24小时在线监测。
磨煤机co分析仪工艺特点:
1、一般需要同时分析co一氧化碳和o2氧气的含量,co一般在0-3000ppm左右,o2一般为0-25%vol常量氧。
2、由于是磨煤工艺,取样端必存在大量煤粉颗粒物,因此取样探头加装过滤、反吹装置防止取样端堵塞。
3、需要具有信号上传功能用于一氧化碳浓度超标时进行DCS\PLC的连锁控制。
4、要求防爆。
磨煤机co分析仪优势:
1、采用NDIR非分光红外技术,可有效检测ppm-vol级别的co含量。O2氧气可视现场情况选用电化学或顺磁原理进行检测。
2、取样探头,自带陶瓷滤芯和反吹装置,能有效避免高浓度粉尘堵塞。
3、标准4-20Ma、RS485输出,可兼容各类PLC DCS系统。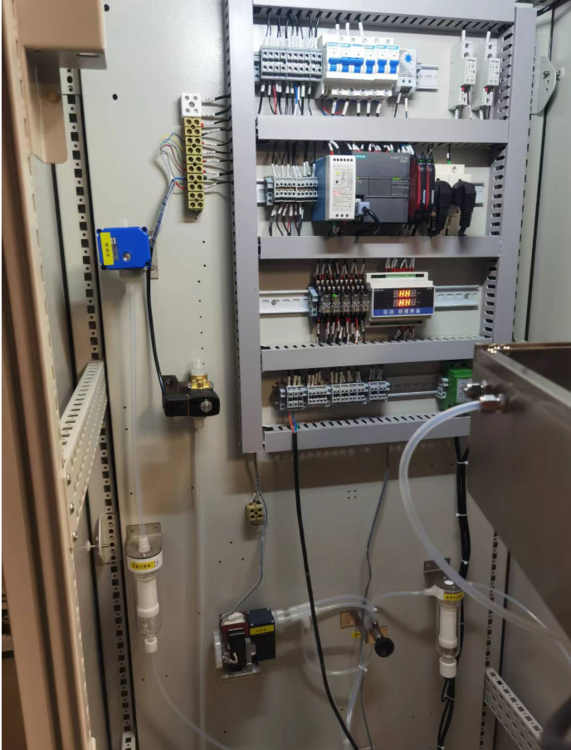
煤粉仓内一氧化碳浓度的监测主要通过使用一氧化碳分析仪进行,这些仪器能够实时监测煤粉仓内的CO浓度,一旦浓度超过安全阈值,便能立即发出警报,通知操作人员采取相应措施,避免安全事故的发生。此外,这些分析仪还能够通过4-20mA、RS485等信号输出方式,与工厂的控制系统相连,实现自动化控制,进一步提高生产安全。
技术解决方案包括使用可调谐半导体激光吸收光谱(TDLAS)技术的监测系统,这种技术具有高光谱分辨率和的抗背景气体交叉干扰性能,适用于高湿、高温、高粉尘等恶劣工况。系统特点包括高测量精度、长使用寿命、低维护成本等
- 一氧化碳/氧气在线监测系统
- 在线监测系统
- 四川绵阳
- 郭堃



