南平拉伸膜供货商



- 面议
- 2025-01-06 04:19:43
- 膜
- 四川绵阳
- 罗经理 15814199777
- 东莞市鸿宇塑料机械有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
流延薄膜是通过熔体流涎骤冷生产的一种无拉伸、非定向的平挤薄膜。通过流延方法制备的塑料薄膜,先经过挤出机把原料塑化熔融。通过T型结构成型模具挤出,呈片状流延至平稳旋转的冷却辊筒的辊面上,膜片在冷却辊筒上经冷却降温定型,再经牵引、切边后把制品收卷。包括PE 流延膜(CPE)—又分为LLDPE、LDPE、HDPE 流延膜;PET 流延膜;PVC 流延膜;PP 流延膜(CPP);EVA 流延膜;CPET流延薄膜;PVB 玻璃夹层薄膜等。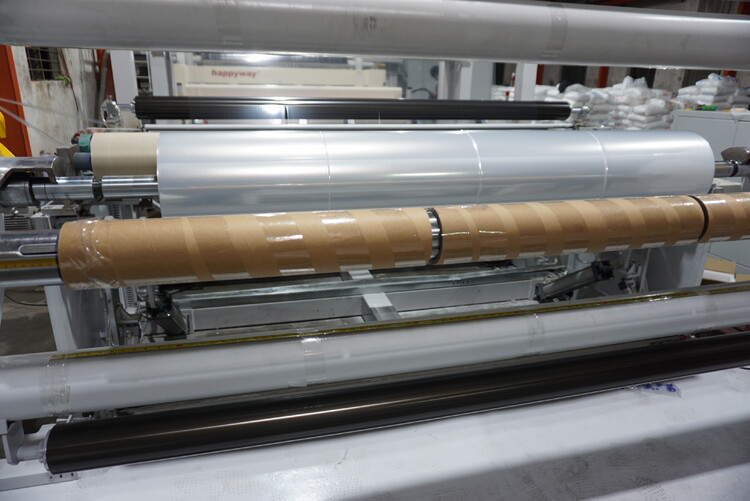
流延膜有挤出熔融流延膜的和溶剂流延膜两种。流延涂布法,属于挤出熔融流延膜的一种,其基本原理是通过涂布头空腔的压力注入粘合剂,涂布头的是一个可调大小的细缝,涂布时随着底纸的运行,粘合剂均匀的由涂布头的细缝中流出并涂布在底纸表面。单层流延和多层共挤流延两种方式。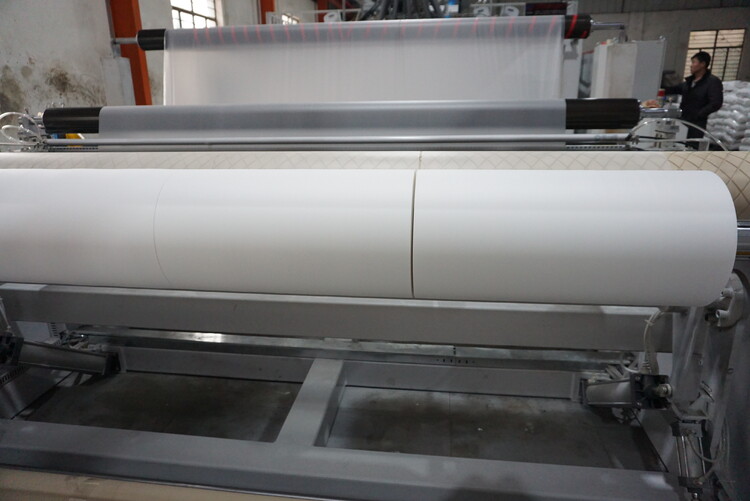
单层薄膜主要要求材料低温热封性能和柔韧性好。多层共挤流延膜一般可分为热封层、支撑层、电晕层三层,在材料的选择上较单层膜宽,可单选择满足各个层面要求的物料,赋予薄膜以不同的功能和用途。其中热封层团要进行热封合加工,要求材料的熔点较低,热熔性要好,热封温度要宽,封口要容易;支撑层对薄膜起到支撑作用,增加薄膜的挺性;电晕层要进行印刷或金属化处理,要求有适度的表面张力,对助剂的添加应有严格的限制。
与挤出吹膜形成的膜坯成管状不同,这种成膜方法的膜坯为片状。吹膜的膜坯是经过吹胀和牵引拉伸风冷定型,而流延膜的膜坯是在冷却辊筒上冷却定型。流延薄膜在挤出流延和冷却定型过程中,既无纵向拉伸,又无横向拉伸。用流延法成型的薄膜,厚度比吹塑薄膜均匀,透明性好,热封性好。厚度在0.005-1mm范围内。一般多用来包装干燥饼干、瓜子,做复合材料的热封层基材及各种建筑用防水材料等。
气刀喷口位置应位于薄膜与冷却辊相接触之处,或偏向薄膜前进方向数毫米处。气流方向应与薄膜成直角或大于105°的钝角。气刀风压为98~980kPa。气刀压力过低,贴辊效果不良;气刀压力偏高,会增加薄膜内的晶点数量。压力过高时.会将薄膜吹得抖动,造成薄膜的厚薄公差加大,甚至将膜吹破。
对气刀的要求是喷口的风压和风量沿整个宽度部分应—致;喷口吹出的气流应处于与喷口平行的直线上。所以—般气刀都采用两侧进风方式。为适应不同薄膜厚度、生产速度的需要,喷口间隙在0.5~2mm间可调。从模唇到气刀喷口中的气流使薄膜接触冷却辊的接触线之间的距离称为气隙。气隙短时,膜的弹性模量提高,模唇间隙大时的平面取向性也提高;而冲击强度、撕裂强度和模唇间隙小时的平面取向度降低。雾度则在某一适当气隙时呈低值。
- 鸿宇
- 膜
- 流延膜生产线
- 四川绵阳
- 罗经理

